+86-17751508901








Жаростойкий титановый теплообменный блок
Когда слышишь ?жаростойкий титановый теплообменный блок?, первое, что приходит в голову — ну, титан, высокая температура, коррозия, всё понятно. Но на практике именно эта кажущаяся простота и губит половину проектов. Все думают, раз материал дорогой и ?крутой?, то и блок будет работать вечно. А потом сталкиваются с тем, что в агрессивной среде при 400°C и давлении начинаются микродеформации, усталость материала, и через полгода вместо эффективного теплообмена — протечка. Сам через это проходил.
Титан — это не панацея. О чём молчат спецификации
Вот берёшь техзадание: нужен блок для утилизации тепла дымовых газов в химическом производстве. Температура на входе — до 850°C, среда — смесь с парами кислот. Заказчик требует титан, потому что ?титан же коррозионностойкий?. И здесь начинается самое интересное. Титановый сплав для жаростойкости — это обычно не чистый ВТ1-0, а что-то вроде ВТ5 или ВТ6, с алюминием и ванадием. Но если в газе есть следы фтора или концентрированные пары соляной кислоты даже при умеренных температурах — титан поплывёт. Нужно смотреть не на общее название ?титан?, а на конкретный химсостав сплава и его поведение в именно этой, конкретной среде. У нас был случай на одном из заводов по переработке отходов: поставили блок из стандартного ВТ1-0, потому что дешевле, а через три месяца межтрубное пространство начало терять герметичность из-за кислотной коррозии под напряжением. Пришлось переделывать на сплав с палладиевой добавкой — и это сразу другая цена, другой подход к сварке.
И ещё момент по жаростойкости. Титановый теплообменный блок часто рассматривают как решение для сверхвысоких температур. Но титан при длительном воздействии выше 600-650°C в окислительной атмосфере начинает активно поглощать кислород и водород, становится хрупким. Поэтому сам по себе ?жаростойкий? — это не про температуру короткого воздействия, а про долговременную работу в определённом окне. Часто эффективнее оказывается не гнаться за максимальной температурой, а продумать схему, где горячий контур выносится, например, в керамику, а титановый блок работает в зоне до 500°C, но в условиях конденсата агрессивных паров — там он действительно незаменим.
Вот здесь как раз опыт компании ООО Уси Цивэй Технологии Цветных Металлов (https://www.qiwei-tec.ru) показателен. Они специализируются на оборудовании из тантала, ниобия, циркония — то есть как раз на тех металлах, которые часто рассматривают как альтернативу или дополнение к титану в экстремальных условиях. Их подход — не продать ?титановый блок?, а сначала разобраться в процессе. Иногда их рекомендация звучит парадоксально: для жаростойкости в определённых рамках титан подходит, но если есть риск локальных перегревов или контакт с расплавами щелочей, лучше смотреть в сторону ниобия. Это дороже, но надёжнее. У них на сайте есть кейсы, где изначальный запрос на титановый теплообменник после анализа превращался в комбинированную конструкцию: несущие элементы из титана, а самые нагруженные пластины или трубки — из циркония. Это и есть профессиональный подход.
Конструкция блока: где кроются слабые места
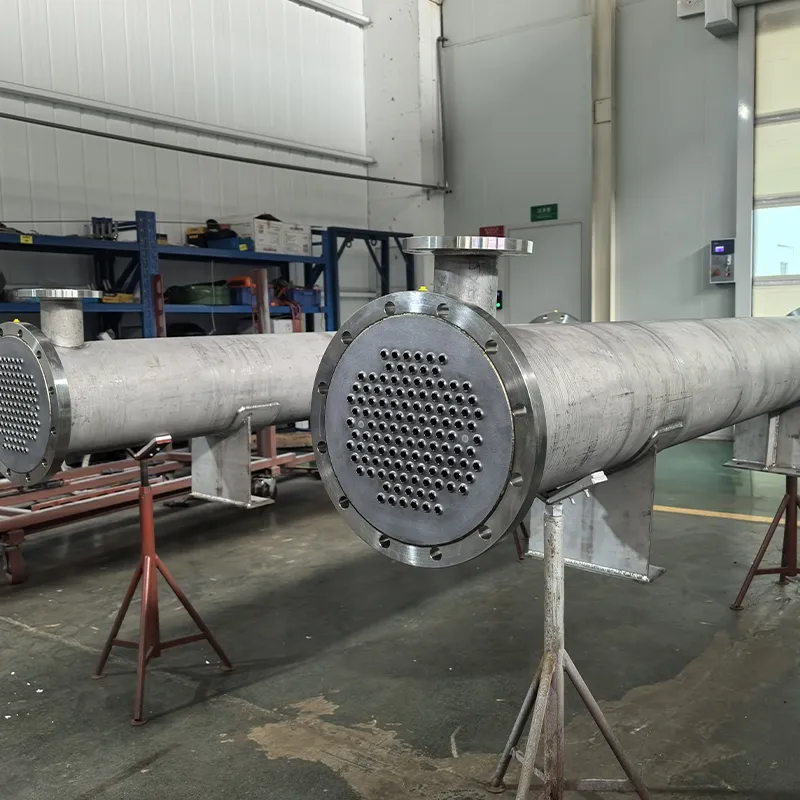
Самый распространённый тип — пластинчато-ребристый. Кажется, всё просто: набираем пакет, свариваем. Но именно сварка — это 90% проблем. Титановый теплообменный блок нельзя варить как обычную сталь. Нужна абсолютная защита аргоном, причём не только с лицевой стороны, но и с обратной, и внутри каналов. Малейшее попадание воздуха — и шов становится хрупким, окислы работают как концентраторы напряжения. Мы однажды получили партию пластин, сваренных, казалось бы, в идеальных цеховых условиях, но после гидроиспытаний пошла течь по микротрещинам в зоне термического влияния. Причина — при транспортировке незаваренный торец пакета не был заглушён, и внутрь попала влага. Титан, особенно при нагреве, с водой реагирует с выделением водорода, материал наводораживается. Блок пришлось забраковать.
Ещё один нюанс — компенсация теплового расширения. Если блок большой, жёстко закреплённый в раме, а температура меняется циклически, то в сварных швах накапливаются усталостные напряжения. Мы перешли на конструкцию с плавающей опорой для одного из коллекторов, что позволило снизить нагрузку. Но это усложняет монтаж и требует более точного расчёта.
Коллектор. Часто его делают массивным, из той же плиты. Но если скорость среды в каналах высокая, а в коллекторе резко падает, возникает эрозия. Видел блоки, где через пару лет работы коллекторная камера была источена струями, будто песком. Решение — либо менять геометрию входа, делая её более плавной, либо усиливать внутреннюю поверхность наплавкой более стойким сплавом, что для титана — отдельная сложная задача.
Пайка или сварка? Дилемма для компактных блоков
Для сложных, компактных блоков, например, для авиационной или специальной техники, иногда рассматривают не сварку, а высокотемпературную пайку в вакууме. Это даёт более равномерное соединение по всей поверхности, меньше остаточных напряжений. Но тут своя головная боль: припой. Он должен иметь близкий к титану коэффициент теплового расширения и не создавать гальванических пар в рабочей среде. Опыт с серебряными припоями показал, что в некоторых средах они вымываются, образуя каналы для протечек. Вакуумная пайка — процесс дорогой и требующий безупречной чистки поверхностей. Малейшая жировая плёнка — и соединение не получится. Мы экспериментировали с этим лет пять назад, но для крупнотоннажных промышленных аппаратов это оказалось нерентабельно. Хотя для нишевых заказов, где нужна максимальная компактность и надёжность, такой вариант, возможно, единственный. Уси Цивэй, кстати, в своих прецизионных изделиях из ниобия и тантала часто использует именно вакуумную пайку, потому что сварка таких тонкостенных конструкций ещё сложнее.
Есть ещё диффузионная сварка, но это уже для штучных, почти космических изделий. Для обычного промышленного жаростойкого титанового теплообменного блока это непозволительная роскошь.
Экономика вопроса: когда титан оправдан, а когда нет
Цена. Титановый блок может быть в 5-8 раз дороже стального и в 2-3 раза дороже нержавеющего. Поэтому его ставят только там, где другие материалы не работают. Основные ниши: химия (производство азотной кислоты, хлора, органический синтез), морская вода (опреснительные установки), фармацевтика, где важна чистота продукта. Но иногда заказчики хотят титан ?на всякий случай?, для престижа или из-за устаревших нормативов. Задача инженера — объяснить, что переплата в полмиллиона рублей не даст никакого выигрыша, если среда — просто горячая вода или слабый пар. Лучше вложить эти деньги в более качественную систему автоматики или дублирующий контур.
Срок службы. Правильно спроектированный и изготовленный титановый блок может служить 20-25 лет без серьёзного ремонта. Но это при условии, что режим работы не нарушается. Резкие пуски и остановки, гидроудары — главные враги. Мы всегда настаиваем на установке демпферов и систем плавного пуска. Один наш блок на целлюлозно-бумажном комбинате работает с 2005 года без проблем именно потому, что персонал обучен и технологический регламент соблюдается жёстко.
Ремонтопригодность. Это слабое место многих монолитных конструкций. Если повреждена одна трубка в пучке, часто приходится заглушать её с двух концов, теряя в эффективности. Современные тенденции — делать блоки секционными, с возможностью замены модуля. Но это опять удорожание и более сложные уплотнения.
Взгляд в будущее: аддитивные технологии и новые сплавы
Сейчас много говорят о 3D-печати теплообменников. Для титана это особенно интересно, так как можно создать оптимальные по гидравлике каналы, которые невозможно получить фрезеровкой или штамповкой. Мы пробовали заказать небольшой прототип блока со сложной ячеистой структурой. Результат впечатлил по эффективности, но цена за штуку была запредельной, а про долговременную жаростойкость такого спечённого материала данных пока мало. Думаю, для серийного промышленного применения это дело ещё лет десяти. Но для кастомизированных решений, например, в аэрокосмической отрасли, это уже реальность.
Что касается сплавов, то идут разработки в сторону интерметаллидов на основе титана, например, титаналюминидов. Они легче и имеют более высокую жаропрочность, но очень хрупкие при комнатной температуре и сложны в обработке. В ближайшей перспективе для обычных производств они вряд ли станут массовыми.
Поэтому пока что классический жаростойкий титановый теплообменный блок, изготовленный с умом и пониманием процесса, остаётся рабочим инструментом. Главное — не гнаться за модными словами, а считать, смотреть на среду, советоваться с технологами производства и помнить, что даже самый лучший материал можно угробить плохой эксплуатацией. Как говорится, дьявол в деталях. И эти детали познаются только на практике, иногда горькой.
Соответствующая продукция
Соответствующая продукция








Самые продаваемые продукты
Самые продаваемые продукты-
 Эжектор из сплава титан-палладий
Эжектор из сплава титан-палладий -
 Трубка термометра из титанового металла
Трубка термометра из титанового металла -
 Коррозионностойкий титановый сосуд
Коррозионностойкий титановый сосуд -
 Трубопровод с танталовой футеровкой
Трубопровод с танталовой футеровкой -
 Эжектор из тантала
Эжектор из тантала -
 Танталовый теплообменник
Танталовый теплообменник -
 Танталовый кислотно-кислотный теплообменник
Танталовый кислотно-кислотный теплообменник -
 Титановый теплообменник F=26 м²
Титановый теплообменник F=26 м² -
 Танталовый штыревой нагреватель F=12 м²
Танталовый штыревой нагреватель F=12 м² -
 Титановый теплообменник F=20 м²
Титановый теплообменник F=20 м² -
 Гильза термометра с танталовой футеровкой
Гильза термометра с танталовой футеровкой -
 Циркониевый теплообменник, сварка трубных концов
Циркониевый теплообменник, сварка трубных концов
Связанный поиск
Связанный поиск- Коррозионностойкий танталовый теплообменник
- Трубопроводная инфраструктура из циркониевых сплавов
- титановая квадратная труба
- Циркониевый кожухотрубный теплообменник
- Жаростойкое титановое теплообменное изделие
- Титановое дистилляционно-теплообменное капитальное оборудование
- Жаростойкий титановый теплообменный агрегат
- Жаростойкий титановый теплообменный прибор
- Танталовый U-образный теплообменник
- Жаростойкая титановая теплообменная техника