+86-17751508901








Жаростойкое теплообменное оборудование из никелевых сплавов
Когда слышишь ?жаростойкое теплообменное оборудование из никелевых сплавов?, первое, что приходит в голову — это, конечно, инконель и хастеллой. Но вот парадокс: многие заказчики думают, что главное — это сам сплав, марка. Бросьте его в печь, и он будет работать. На деле же, лет десять назад мы на одном из нефтехимических проектов столкнулись с тем, что аппарат из прекрасного Inconel 625 начал давать микротрещины в зоне термоциклирования уже через полгода. И дело было не в материале как таковом, а в подходе к проектированию и, что критично, к изготовлению. Именно тогда я для себя четко разделил: жаростойкость — это не только про химический состав, это про комплекс — от выбора конкретной марки сплава под среду до нюансов сварки и последующей термообработки.
Никелевые сплавы: не просто ?жаростойкие?
Вот смотрите. Берём, условно, Inconel 600, 625, 718 и Hastelloy C-276. Все они — никелевая основа, все работают в высокотемпературных и агрессивных средах. Но если поставить аппарат из 600-го в среду с высоким содержанием сернистых соединений при 800°C — он долго не протянет, начнётся сульфидное растрескивание. А 625-й или C-276 там будут чувствовать себя гораздо увереннее. Ошибка многих технологов — брать ?самый жаростойкий? по паспорту, не вникая в специфику процесса. Я помню, как на одном заводе по пиролизу упорно ставили теплообменники из 800Н, потому что ?для высоких температур?. Но в газовой среде были примеси свинца, и это привело к катастрофической жидкометаллической хрупкости. Пришлось экстренно менять на аппараты из сплава с иным легированием.
Здесь важно понимать философию легирования. Хром — это окалиностойкость, формирование защитного слоя оксидов. Молибден и вольфрам — это прочность на растяжение при высоких температурах, сопротивление ползучести. Алюминий и титан — это дисперсионное упрочнение, если мы говорим о сплавах типа 718. И когда мы проектируем жаростойкое теплообменное оборудование, мы должны смотреть на температурный профиль по всему аппарату. Где-то будет пиковая температура, а где-то — зона конденсации агрессивных компонентов, которая может быть даже опаснее. Поэтому часто приходится идти на компромисс или использовать биметаллические решения.
Кстати, о компромиссах. Идеального, универсального сплава нет. Иногда экономически и технически оправдано использовать более дорогой никелевый сплав только в критических зонах — например, в трубных досках или первых рядах труб в печах пиролиза, а остальное сделать из чего-то попроще. Это требует от конструктора глубокого понимания не только металловедения, но и самого технологического процесса заказчика.
Проектирование: где теория сталкивается с практикой сварки
Спроектировать теплообменник для 1000°C — это одно. А изготовить его так, чтобы сварные швы не стали ?слабым звеном? — это уже совсем другая история. Никелевые сплавы, особенно высоколегированные, крайне чувствительны к технологии сварки. Малейшее отклонение — и в шве могут пойти карбидные выделения, межкристаллитная коррозия, горячие трещины. У нас был случай с конденсатором-испарителем для установки сероочистки. Среда — сероводород, температура скачет от 200 до 450°C. Аппарат из C-276. Сварка велась по всем стандартам, но в зоне термического влияния нескольких швов через несколько месяцев пошли трещины. Разбирались долго. Оказалось, проблема в межпассовой температуре — её не выдержали, позволили местному перегреву. Пришлось вырезать целые секции и переваривать, уже под жёстчайшим контролем.
Отсюда вывод, который для меня теперь аксиома: проектирование жаростойкого теплообменного оборудования из никелевых сплавов должно вестись в теснейшей связке с технологами сварочного производства. Нельзя просто начертить чертёж и отдать в цех. Нужно заранее предусмотреть доступ для сварки, расположение швов в наименее нагруженных зонах, возможность последующей качественной термообработки (если она требуется для данного сплава). Часто именно конструктивные особенности, продиктованные желанием улучшить теплообмен, создают непреодолимые сложности для сварщика. Итог — либо переделка проекта, либо риск будущей аварии.
Ещё один практический момент — чистота. Никелевые сплавы ?не любят? примесей железа, свинца, серы, фосфора на поверхности перед сваркой. Казалось бы, банальность. Но на большой производственной площадке, где рядом могут варить углеродистую сталь, обеспечить эту чистоту — отдельная задача. Приходится выделять отдельные участки, использовать специальный инструмент, жёстко контролировать логистику заготовок. Это всё — стоимость и время, которые заказчик не всегда готов принять, пока не столкнётся с последствиями.
Контроль качества: не для галочки в отчёте
Здесь можно говорить долго, но я выделю главное. Неразрушающий контроль сварных швов на таком оборудовании — это не просто рентген по ГОСТу. Это многоуровневая система. Визуальный и капиллярный контроль после каждого прохода сварки — чтобы поймать горячие трещины сразу. Затем рентген или ультразвук — на сплошность. Но и этого мало. Для ответственных аппаратов, работающих в условиях термоциклирования, мы всегда настаиваем на контроле твёрдости в зоне шва и околошовной зоне. Резкий перепад твёрдости — это концентратор напряжений, будущая проблема.
Одна из самых коварных вещей — это микродефекты, которые не видны на стандартных методах контроля. Например, неполное проплавление в корне шва в толстостенной трубе. В условиях постоянных тепловых расширений и сжатий такой дефект будет медленно, но верно развиваться. Поэтому для критичных узлов мы применяем томографию или акустическую эмиссию при гидроиспытаниях. Да, это дорого. Но стоимость простоя установки заказчика из-за выхода из строя теплообменника несопоставима с этими расходами.
И последнее по контролю, но не по значению — это контроль материала. Сертификат на лист или трубу — это хорошо. Но мы всегда берём вырезки и делаем свой спектральный анализ. Бывали прецеденты, когда фактический состав, особенно по примесям, отличался от заявленного. Для обычных условий это, может, и прошло бы. Но для жаростойкого оборудования с его требованиями к сопротивлению ползучести и окалиностойкости — это недопустимо.
Опыт и партнёрства: почему нельзя всё делать самому
В нашей отрасли невозможно быть экспертом во всём. Я давно понял, что успех проекта часто зависит от правильного выбора партнёров по материалам и комплектующим. Вот, например, когда требуется сложная штамповка или гибка труб из того же инконеля, лучше обратиться к специалистам, которые этим занимаются каждый день. У них и оснастка специальная, и понимание, как материал поведёт себя при деформации в горячем состоянии.
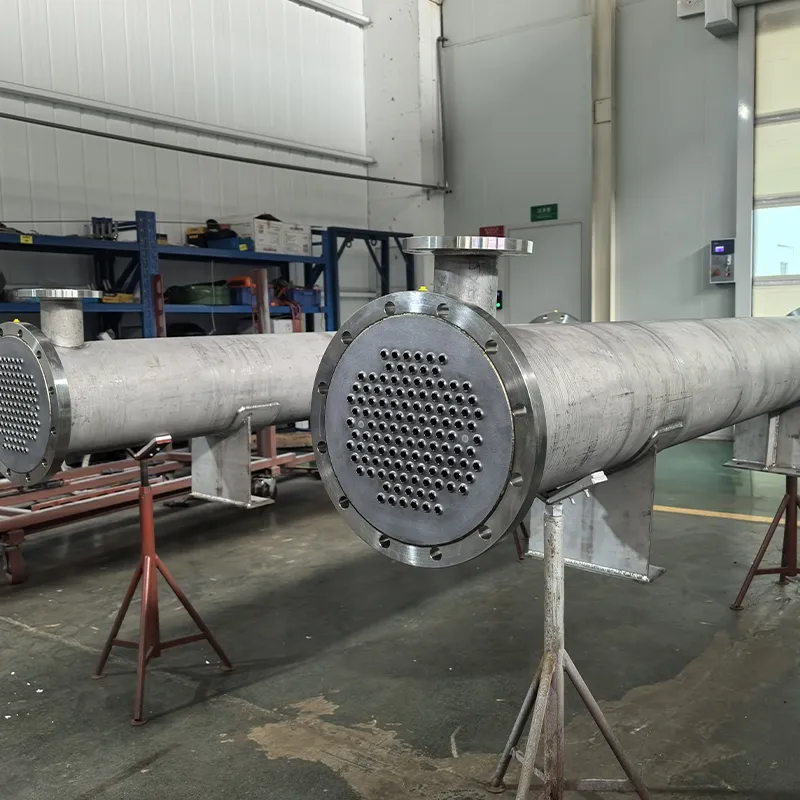
Одним из таких проверенных партнёров для нас в части поставок специализированных полуфабрикатов и сложных узлов из цветных металлов является ООО Уси Цивэй Технологии Цветных Металлов. Мы обращались к ним не за стандартным листом, а за изготовлением трубных досок со сложной разметкой и сверловкой из никелевых сплавов. Важно было не только соблюсти геометрию, но и сохранить структуру материала, избежать наклёпа. У них это получилось. Уси Цивэй, как высокотехнологичное предприятие, специализирующееся на тантале, ниобии, цирконии, имеет культуру работы именно с капризными, сложными металлами. Этот подход чувствуется. Когда ты знаешь, что твой поставщик понимает разницу между сваркой ниобия и инконеля, это снимает массу тревог.
Конечно, это не реклама, а констатация факта из практики. Рынок поставщиков никелевых сплавов в России специфичен, и найти того, кто не просто продаст металл, а вникнет в задачу и предложит решение по его обработке — большая удача. Это экономит время, нервы и, в конечном счёте, повышает надёжность конечного изделия — того самого жаростойкого теплообменного оборудования.
Взгляд вперёд: не только температура, но и среда
Сейчас тренд в химической и нефтеперерабатывающей промышленности — это ужесточение экологических норм и, как следствие, усложнение технологических сред. Появляются новые каталитические процессы, где в газовом потоке могут быть не только сера, но и хлор, фтор, соединения ванадия. Это ставит новые задачи перед материалами. Стандартные инконели и хастеллои могут не сработать. Всё чаще задумываешься о сплавах на основе никеля с ещё более высоким содержанием молибдена и хрома, или о тех же циркониевых решениях для особо агрессивных сред, но уже при более умеренных температурах.
Ещё один момент — это ресурс. Заказчики всё чаще хотят не просто аппарат, который проработает 3 года до первой ревизии, а который гарантированно отходит 10-15 лет. Это требует другого подхода к расчётам на ползучесть и усталость, более консервативных запасов, и, что важно, внедрения систем мониторинга состояния в реальном времени. Возможно, будущее за тем, что в критичные теплообменники из никелевых сплавов будут встраиваться датчики для контроля деформаций и температуры в самых нагруженных точках.
В итоге, возвращаясь к началу. Жаростойкое теплообменное оборудование из никелевых сплавов — это не продукт, который можно просто купить по каталогу. Это всегда инжиниринговое решение, рождённое на стыке металловедения, технологии изготовления и глубокого понимания процесса заказчика. Каждый такой аппарат — это история, часто со своими трудностями и найденными решениями. И главный навык здесь — не бояться этих трудностей и не пытаться всё свести к шаблону. Потому что шаблон в условиях высоких температур и агрессивных сред работает плохо. Опыт, внимание к деталям и здоровый скептицизм по отношению к ?идеальным? решениям — вот что на самом деле важно.
Соответствующая продукция
Соответствующая продукция







Самые продаваемые продукты
Самые продаваемые продукты-
 Вертикальный танталовый штыревой нагреватель F=1 м²
Вертикальный танталовый штыревой нагреватель F=1 м² -
 Циркониевый теплообменник F=80 м²
Циркониевый теплообменник F=80 м² -
 Циркониевая колонна из биметаллического листа DN1800
Циркониевая колонна из биметаллического листа DN1800 -
 Танталовый теплообменник
Танталовый теплообменник -
 Внутренние насадки колонны из сплава Хастеллой C-276
Внутренние насадки колонны из сплава Хастеллой C-276 -
 Титановый теплообменник OD6x1
Титановый теплообменник OD6x1 -
 Трубчатый теплообменник из сплава Хастеллой
Трубчатый теплообменник из сплава Хастеллой -
 Танталовый кожухотрубный теплообменник
Танталовый кожухотрубный теплообменник -
 Танталовый штыревой нагреватель F=12 м²
Танталовый штыревой нагреватель F=12 м² -
 Титановый теплообменник F=20 м²
Титановый теплообменник F=20 м² -
 Эжектор из тантала
Эжектор из тантала -
 Танталовый U-образный теплообменник F=8,5 м²
Танталовый U-образный теплообменник F=8,5 м²
Связанный поиск
Связанный поиск- Оптовая продажа титановых труб
- Коррозионностойкое циркониевое теплообменное хозяйство
- Жаростойкое титановое теплообменное устройство
- Титановое дистилляционно-теплообменное инженерное оборудование
- Циркониевое дистилляционно-теплообменное оборудование
- титановая труба гост 22897
- Танталовый кожухотрубный теплообменник
- Танталовый сепаратор-демистер
- Трубопроводное оборудование из циркониевых сплавов
- Трубопроводный элемент из циркониевых сплавов