+86-17751508901








Кожухотрубный теплообменник из никелевых сплавов
Когда говорят про кожухотрубный теплообменник из никелевых сплавов, многие сразу думают про агрессивные среды, хлор, щёлочи — и в целом правильно. Но есть нюанс, который часто упускают: сам по себе никелевый сплав — это не волшебная таблетка. Можно взять, условно, Hastelloy C-276, сделать по стандартным чертежам, и через полгода получить трещины по сварным швам. Почему? Потому что не учли режимы термообработки после сварки или специфику среды, где помимо хлоридов ещё и аммиак присутствует. У нас на одном из объектов под Пермью как раз такая история была — аппарат из сплава ХН65МВУ потек по трубным решёткам. Причина — не сами трубы, а именно решётки, их протравили не так, как нужно, остались внутренние напряжения. Пришлось снимать, переделывать. Это к тому, что выбор сплава — это только начало.
Почему именно никелевые сплавы, а не просто нержавейка
Здесь всё упирается в экономику процесса, как ни странно. Да, никелевый сплав дороже, иногда в разы. Но если считать не стоимость тонны металла, а стоимость цикла эксплуатации — часто выходит дешевле. Особенно когда речь идёт о непрерывных процессах, где остановка на ремонт — это миллионные убытки. Яркий пример — производство каустической соды. Там, где обычная 316L нержавейка может продержаться год-два, тот же Inconel 625 спокойно отрабатывает 8-10 лет. Но опять же, не везде он нужен. Иногда достаточно монеля, если среда восстановительная и нет сильных окислителей. Задача инженера — не перестраховаться, а точно посчитать.
Кстати, про монель. Часто его рассматривают как более дешёвую альтернативу для морской воды. Но в кожухотрубниках, где есть застойные зоны или повышенная турбулентность на входе, он может давать точечную коррозию. Видел такое на опреснительной установке. Вроде бы всё по ГОСТу, но конструктивно не избежали зон с низкой скоростью потока — и пошло. Пришлось пересматривать конструкцию распределительной камеры. Так что материал материала рознь, но и геометрия аппарата играет не меньшую роль.
Ещё один момент — свариваемость. Сплавы типа Хастеллой C-22 или C-276 сваривать нужно в строгой атмосфере аргона, причём с подогревом, но без перегрева. Иначе теряется стойкость в зоне термического влияния. Мы как-то пробовали упростить процесс, взяв проволоку с повышенным содержанием молибдена — думали, компенсируем. В итоге швы получились жёсткие, при вибронагрузках пошли микротрещины. Вернулись к классике — и всё стало нормально. Это та самая ?кухня?, которую в учебниках не всегда опишут.
Конструктивные особенности и где чаще всего ошибаются
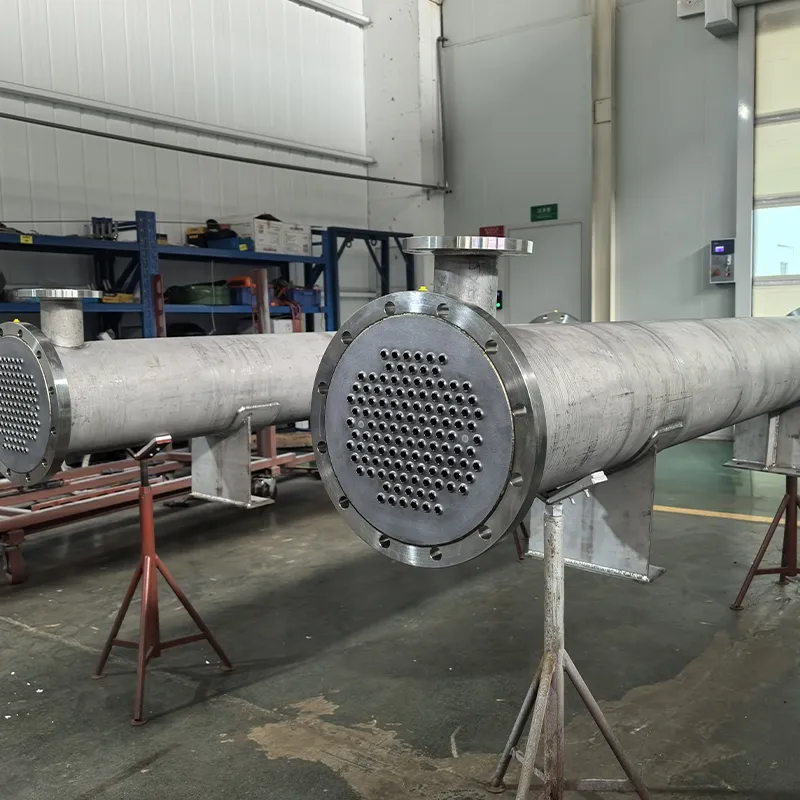
Самый критичный узел в кожухотрубном теплообменнике из таких сплавов — это развальцовка труб в трубных решётках. Если делать как для углеродистой стали — будет разгерметизация. Никелевые сплавы пластичны, но при развальцовке могут ?уставать?. Нужен строгий контроль угла развальцовки и усилия. Лучше использовать гидроразвальцовку, а не механическую. У нас был случай на заводе в Тольятти, где из-за ручной развальцовки на 30% труб появились микротрещины. Аппарат сдали, он прошёл гидроиспытания, но через три месяца начал подтекать. Пришлось полностью перебирать пучок.
Второй момент — компенсация теплового расширения. Разные сплавы имеют разные коэффициенты. Если трубки из сплава 825, а трубная решётка из сплава 600 — могут быть проблемы при резких температурных скачках. В одном проекте для химического комбината под Уфой как раз эту ошибку заложили на стадии проектирования. Хорошо, что монтажники опытные попались, заметили несоответствие в спецификациях и подняли вопрос. Пришлось экстренно заказывать новые решётки. Задержка была, но это лучше, чем авария потом.
И третье — чистка. Многие забывают, что эти аппараты тоже нужно чистить. Но механическая очистка щётками для никелевых сплавов не всегда подходит — можно повредить пассивный слой. Чаще используют химическую промывку, но и тут свой подводный камень: нельзя использовать соляную кислоту, только определённые ингибированные составы на основе азотной или серной. Один раз видел, как нанятый субподрядчик, привыкший к стальным теплообменникам, залил солянку — через неделю аппарат пошёл точками. Результат — дорогостоящий ремонт.
Практический опыт и сотрудничество с производителями
Когда нужен действительно сложный аппарат под специфические условия, часто обращаемся к специализированным заводам. Из тех, кто работает с цветными металлами, неплохо себя показывает ООО Уси Цивэй Технологии Цветных Металлов. Они, конечно, больше известны по танталу и ниобию, но и с никелевыми сплавами работают. Их сайт — qiwei-tec.ru — можно посмотреть, там есть информация по возможностям. Что важно, они не просто режут и варят металл, а понимают, для чего это. Например, для нас делали теплообменник для процесса с парами уксусной кислоты и муравьиной. Там нужен был сплав с особой стойкостью — остановились на Hastelloy C-2000. Но главное — они сами предложили вариант конструкции с плавающей головкой, чтобы снизить напряжения, хотя изначально мы думали о жёстком креплении. Это как раз пример, когда производитель вникает в процесс.
Конечно, не всё идеально. Были и сложности с логистикой, и с согласованием документации — их стандарты немного отличаются от наших ГОСТов. Но в целом, если нужно оборудование из экзотических сплавов, где важна не просто форма, а понимание коррозионного поведения, такие узкоспециализированные предприятия, как Уси Цивэй, имеют смысл. Они, как высокотехнологичное предприятие, специализирующееся на производстве оборудования из цветных металлов, часто имеют наработанные методики, которых нет у крупных машиностроительных гигантов, для которых это — штучный нестандартный заказ.
Ещё один практический момент по сотрудничеству: всегда нужно требовать полный пакет сертификатов на металл, особенно на происхождение заготовок. Никелевые сплавы очень чувствительны к примесям — те же свинец или висмут в составе могут свести на нет всю коррозионную стойкость. Мы однажды получили партию труб, где в сертификатах всё было чисто, но при спектральном анализе в нашей лаборатории нашли повышенное содержание серы. Оказалось, перепутали марку сплава на заводе-поставщике металла. Хорошо, что проверили до начала изготовления. Поэтому теперь работаем только по принципу ?доверяй, но проверяй?, даже с проверенными партнёрами.
Экономика и альтернативы: когда стоит, а когда нет
Стоит ли всегда гнаться за никелевым сплавом? Нет. Есть процессы, где достаточно аппарата с плакированием — когда основная конструкция из углеродистой стали, а внутренняя поверхность, контактирующая со средой, из тонкого слоя никелевого сплава. Это значительно дешевле. Но тут важно качество плакирования — должен быть надёжный переходный слой, иначе возможна деламинация (отслоение). Видел такой теплообменник на нефтеперерабатывающей установке, где плакирование сделали некачественно, и через пару лет слой начал отслаиваться, создавая ещё большие проблемы с коррозией основы. В итоге аппарат пришлось менять полностью. Так что экономия на этапе заказа может обернуться многомиллионными потерями.
Иногда альтернативой может быть и графитовый теплообменник, или даже из фторопласта. Но у них свои ограничения по давлению и температуре. Для высоких температур и давлений — всё же металл. И здесь снова встаёт вопрос о точном анализе среды. Мы как-то для заказчика делали расчёт: сравнивали стоимость теплообменника из титана, хастеллоя и вариант с плакированием. Оказалось, что при планируемом сроке службы 12 лет и с учётом стоимости простоев, самый дорогой вариант — из цельного хастеллоя — был самым выгодным. Заказчик сначала удивился, но после предоставления расчётов согласился. Главное — считать полный жизненный цикл, а не цену в каталоге.
И последнее — ремонтопригодность. Кожухотрубный теплообменник из никелевых сплавов теоретически можно ремонтировать, заваривать. Но на практике это сложно. Нужно специальное оборудование, квалифицированные сварщики, термообработка на месте. Часто проще и дешевле заменить повреждённую трубку заглушкой, если их немного. Но если повреждений много, то ремонт может составить 70% стоимости нового аппарата. Поэтому на стадии проектирования важно закладывать повышенный запас по толщине стенки трубок, особенно на входе, где эрозия максимальна. Это незначительно увеличивает начальную стоимость, но в разы продлевает жизнь аппарату без серьёзного ремонта.
Выводы, которые не пишут в брошюрах
Итак, если резюмировать мой опыт. Кожухотрубный теплообменник из никелевых сплавов — это не просто ?сделать из дорогого металла?. Это комплексная задача: правильный выбор конкретной марки сплава под конкретную среду (а среда редко бывает чистой, чаще это коктейль), грамотное конструктивное исполнение с учётом особенностей обработки этих сплавов, и, что очень важно, квалификация производителя. Не каждый завод, сделавший тысячу стальных аппаратов, сможет качественно сделать один никелевый. Тут нужна именно специализация.
Работа с такими компаниями, как упомянутое ООО Уси Цивэй Технологии Цветных Металлов, имеет свои плюсы именно из-за их фокуса на цветных и редких металлах. Они сталкиваются с нетиповыми задачами постоянно. Но и от инженера-технолога со стороны заказчика требуется глубокое понимание своего процесса, чтобы правильно сформулировать техническое задание. Самая большая ошибка — сказать ?нужна стойкость к коррозии? и ждать, что производитель всё решит. Нет, нужно предоставить полный и точный химический состав сред, температуры, давления, режимы работы (постоянный, циклический), данные о возможных примесях или абразиве.
В конечном счёте, успех проекта с таким оборудованием — это всегда совместная работа знающего заказчика и умеющего, ответственного производителя. И тогда аппарат будет работать десятилетиями, оправдывая каждую вложенную в него копейку. А если попытаться сэкономить на чём-то из этого звена — будьте готовы к головной боли, внеплановым остановкам и, в итоге, куда большим расходам. Это и есть главный практический вывод, который приходит только с опытом, часто горьким.
Соответствующая продукция
Соответствующая продукция






Самые продаваемые продукты
Самые продаваемые продукты-
 Циркониевый теплообменник, сварка трубных концов
Циркониевый теплообменник, сварка трубных концов -
 Эжектор из сплава Хастеллой
Эжектор из сплава Хастеллой -
 Реактор с танталовой футеровкой
Реактор с танталовой футеровкой -
 Циркониевый теплообменник F=80 м²
Циркониевый теплообменник F=80 м² -
 Биметаллический трубопровод из тантала
Биметаллический трубопровод из тантала -
 Танталовый кожухотрубный теплообменник F=7 м²
Танталовый кожухотрубный теплообменник F=7 м² -
 Танталовый штыревой нагреватель F=3,5 м²
Танталовый штыревой нагреватель F=3,5 м² -
 Реактор с танталовой футеровкой
Реактор с танталовой футеровкой -
 Кожухотрубный теплообменник из сплава Хастеллой
Кожухотрубный теплообменник из сплава Хастеллой -
 Циркониевый теплообменник F=150 м²
Циркониевый теплообменник F=150 м² -
 Титановый фильтр
Титановый фильтр -
 Реактор из сплава Хастеллой C-276
Реактор из сплава Хастеллой C-276
Связанный поиск
Связанный поиск- Жаростойкое титановое теплообменное решение
- Теплообменник из никелевых сплавов
- Трубопроводная секция из циркониевых сплавов
- Трубчатый теплообменник из никелевых сплавов
- Труба из титана
- Циркониевый U-образный теплообменник
- трубы титановые гост
- Коррозионностойкое циркониевое теплообменное приспособление
- Титановое дистилляционно-теплообменное технологическое оборудование
- Промышленный сосуд из никелевых сплавов