+86-17751508901








Коррозионностойкое циркониевое теплообменное специальное оборудование
Когда говорят про коррозионностойкое циркониевое теплообменное оборудование, многие сразу представляют себе что-то вроде вечного двигателя — поставил и забыл. На деле же, даже с таким материалом как цирконий, история начинается не с паспорта, а с вопроса ?а в какой именно среде??. Частая ошибка — считать, что раз цирконий, значит, подходит под любую агрессивную среду. Нет, конечно. Он отлично показывает себя в соляной кислоте, серной до определенных концентраций и температур, но стоит попасть, например, в плавиковую кислоту — и всё, коррозия пойдет быстрее, чем вы успеете сказать ?специальное оборудование?. Это я на своем опыте понял, когда лет десять назад мы ставили первые аппараты на одном химическом производстве. Технолог клялся, что среда — серная кислота, а на деле в потоке периодически проскакивали фторид-ионы из-за сырья. Через полгода на трубах появились рытвины. Вот тогда и пришлось глубоко вникать не просто в марку циркония, а в механизм его пассивации в конкретных условиях.
Цирконий — это не просто ?стойкий материал?
Вот смотрите. Берём цирконий 702-й марки — самый распространенный для аппаратостроения. Его предел прочности, пластичность, свариваемость — всё это отлично. Но когда речь заходит о теплообменнике, одного материала мало. Конструкция аппарата, скорость потока, зоны застоя, термоциклирование — каждый фактор может свести на нет всю коррозионную стойкость. Я помню один проект для производства уксусной кислоты. Заказчик хотел классический кожухотрубник из циркония. Вроде бы среда не самая страшная. Но мы настояли на детальном расчете гидравлики, особенно в распределительной камере. Почему? Потому что при высокой скорости теплоносителя (конденсирующийся пар) и возможной кавитации, цирконий, как ни странно, может подвергаться эрозионно-коррозионному износу. Не то чтобы он растворялся, но поверхностная плёнка оксида постоянно сдирается, металл обнажается — и пошло-поехало. В итоге, немного изменили геометрию патрубков и распределительной решетки, увеличили радиусы закруглений. Аппарат работает уже семь лет без проблем.
А бывает и наоборот — слишком низкая скорость. В одном реакторе-теплообменнике для хлорирования органики была зона, где циркониевые трубы почти не омывались. Там скапливался осадок хлоридов, под ним создавалась локальная концентрационная ячейка. Результат — точечная коррозия. Пришлось дорабатывать конструкцию, добавлять отбойники, менять схему ввода реагентов. Это к вопросу о том, что коррозионностойкое оборудование — это всегда система: материал плюс инженерная мысль.
Тут, кстати, хорошо видна разница между просто производителем металла и предприятием, которое понимает процесс. Я сейчас часто смотрю в сторону компаний, которые сами и металл варят, и оборудование из него делают. Например, ООО Уси Цивэй Технологии Цветных Металлов (их сайт — qiwei-tec.ru). Они как раз из таких — специализируются на тантале, ниобии, цирконии и делают из этого готовые аппараты. В их описании прямо сказано: высокотехнологичное предприятие по производству оборудования из цветных металлов. Это важный момент. Когда один отвечает и за качество листа, и за сварной шов, и за конечную гидравлику аппарата, — это совсем другой уровень ответственности и, главное, понимания проблемы в комплексе.
Сварка — где кроются главные риски
Если говорить о самом критичном процессе в изготовлении, то это, без сомнения, сварка. Цирконий жадно поглощает газы — водород, кислород, азот — особенно в расплавленном состоянии. Попадание воздуха в зону сварки — это гарантированная хрупкость шва и очаг будущей коррозии. Все знают про аргонную защиту, но в реальности, на производстве, добиться идеальной чистоты задней стороны шва в замкнутом объеме теплообменника — это целое искусство. Мы раньше использовали поддув аргона через гибкие шланги, но всегда оставались сомнения.
Потом перешли на технологию с использованием замкнутых камер с контролируемой атмосферой, но это резко удорожает стоимость. Сейчас, насколько я знаю, некоторые производители, вроде упомянутой Уси Цивэй, используют комбинированные методы: локальные камеры для корневых швов и последующую пайку в вакууме для особо ответственных узлов. Это уже серьёзный подход. Потому что плохо сделанный шов в циркониевом теплообменнике — это не просто течь. Это точка, где начнется межкристаллитная коррозия, которую визуально не увидишь, пока не станет поздно.
Был у меня печальный опыт с одним конденсатором из якобы циркония. Стоял он в системе с горячей разбавленной серной кислотой. Через год потек. Разрезали — а в зоне термического влияния шва структура металла изменилась, по границам зёрен пошло селективное растворение. Оказалось, сварка велась с недостаточной защитой, металл нахватал азота. И ведь аппарат проходил все стандартные испытания — на прочность, на герметичность. Но тесты на коррозионную стойкость сварного соединения в реальной среде заказчик не требовал, а производитель, естественно, не делал. Урок на миллион.
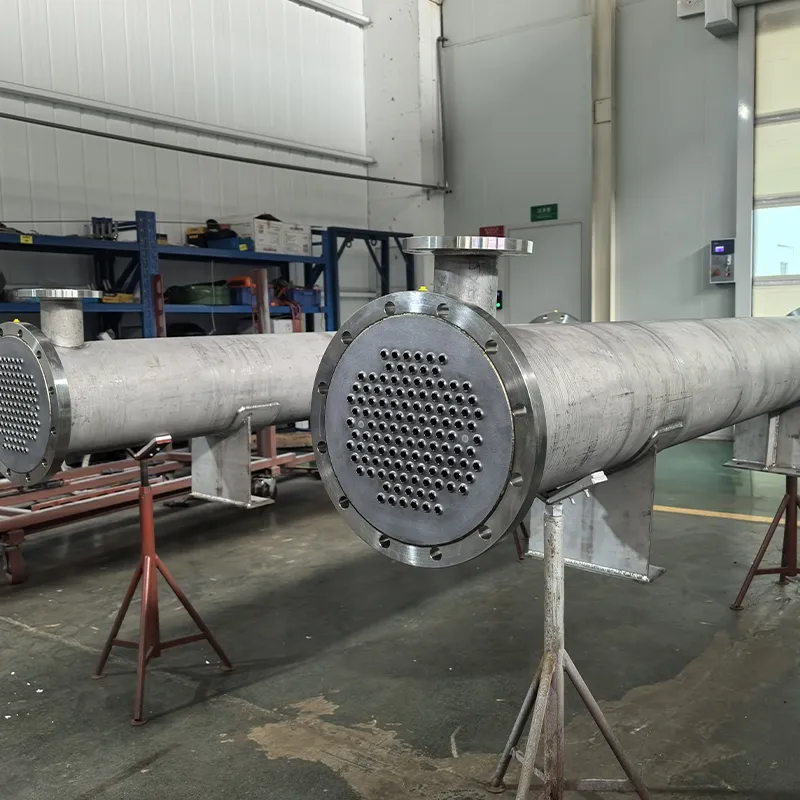
Теплообменник — это не только трубы
Часто фокус внимания — на трубном пучке. Это логично, там основная площадь теплообмена. Но я всегда заставляю команду смотреть на вспомогательные элементы. Распределительные камеры (крышки), перегородки, опорные плиты, патрубки. Они испытывают другие нагрузки — ударные, вибрационные, в них могут быть застойные зоны. И материал для них должен быть не просто тот же цирконий, а часто с другими требованиями по толщине, механическим свойствам.
Например, фланцевые соединения. Цирконий — металл не самый жесткий. При затяжке фланцев стандартными шпильками из нержавейки можно создать неравномерную нагрузку, привести к короблению. Мы перешли на использование переходных вставок из титана или специальных композитных прокладок, которые позволяют более равномерно распределить давление. Это мелочь, но она предотвращает перекос и, как следствие, протечки по фланцу.
Ещё момент — крепление труб в трубной решетке. Развальцовка, сварка, пайка? Для циркония развальцовка — риск появления микротрещин из-за наклепа. Чаще всего идёт комбинация: легкая развальцовка для фиксации + герметизирующий сварной шов по периметру. Но тут опять же нужно точно рассчитать тепловое расширение. У циркония коэффициент теплового расширения отличается от стали трубной решетки (если она, конечно, не тоже из циркония, но это редкость из-за цены). В одном из наших ранних проектов для нитрофосфатного производства из-за этого расчёта не учли — после нескольких циклов ?нагрев-остывание? в нескольких трубах появились усталостные трещины у самого входа в решетку. Пришлось ремонтировать на месте, вваривать патчи. Неприятная история.
Экономика против надёжности: вечный спор
Заказчик всегда хочет сэкономить. И когда речь заходит о специальном оборудовании из циркония, первое, что пытаются урезать, — это запас по толщине стенки. ?Давайте возьмем трубу 2 мм вместо 2,5, всё равно давление небольшое?. А я всегда против. Потому что запас на коррозию — это святое. Да, цирконий почти не корродирует, но речь идет о долгосрочной эксплуатации — 20-30 лет. За это время может произойти всё что угодно: колебания состава среды, случайные перегревы, механические повреждения при чистке. Лишний полмиллиметра — это дополнительная безопасность и возможность для будущих ремонтов (например, заварки дефекта).
Второй пункт экономии — контроль качества. Неразрушающий контроль сварных швов (УЗК, рентген) — это дорого. Часто пытаются ограничиться выборочным контролем. Мы после той истории с конденсатором настаиваем на 100% контроле всех ответственных швов. Да, это увеличивает стоимость на 10-15%, но зато ты спишь спокойно. И заказчик в итоге, когда понимает риски простоя всего производства из-за одной течи, обычно соглашается.
Здесь опять возвращаюсь к профильным заводам. Когда производство полного цикла, как у ООО Уси Цивэй, часто такие проверки встроены в технологический процесс по умолчанию. Им просто невыгодно выпускать брак, потому что их репутация — это их всё. На их сайте видно, что они позиционируют себя как производители именно высокотехнологичного оборудования, а не просто поставщики металла. Это значит, что они, скорее всего, сами прошли через все эти грабли и уже заложили необходимые процедуры контроля в свою цену. Для инженера-эксплуатационника это важный сигнал.
Что в итоге? Мысли вслух
Так что же такое по-настоящему коррозионностойкое циркониевое теплообменное специальное оборудование? Это не просто аппарат из правильной марки металла. Это результат глубокого понимания технологии заказчика, точного расчёта всех режимов работы, безупречного исполнения (особенно сварки) и честного, неформального подхода к контролю. Это история, где нет мелочей — от чистоты поверхности после травления до способа крепления таблички с паспортными данными (да, и это важно, чтобы крепёж не создавал гальваническую пару!).
Сейчас на рынке появляется всё больше игроков, которые предлагают ?циркониевые решения?. Но, по моим наблюдениям, ключевое различие — в подходе. Одни продают аппарат как товар, другие — как часть технологической цепи клиента. Вторые, как правило, задают в десять раз больше вопросов перед началом проектирования. И это хороший признак.
Лично я сейчас, когда оцениваю поставщика, смотрю не только на портфолио, но и на то, как они реагируют на сложные, нестандартные вопросы. Готовы ли они обсуждать возможные риски, а не просто кивать? Знают ли они, что происходит с цирконием, например, в кипящей 70%-ной серной кислоте при наличии ионов меди? Если да — это уже серьёзный разговор. И компании, которые, подобно Уси Цивэй, сфокусированы на узком сегменте цветных металлов и оборудования из них, часто оказываются в этой категории. Потому что их специализация — это и есть их главное преимущество в создании по-настоящему надёжного и стойкого оборудования.
Соответствующая продукция
Соответствующая продукция







Самые продаваемые продукты
Самые продаваемые продукты-
 Танталовый штыревой нагреватель F=12 м²
Танталовый штыревой нагреватель F=12 м² -
 Компоненты титанового трубопровода
Компоненты титанового трубопровода -
 Реактор из сплава Хастеллой C-276
Реактор из сплава Хастеллой C-276 -
 Танталовый штыревой нагреватель
Танталовый штыревой нагреватель -
 Титановый пленочный испаритель
Титановый пленочный испаритель -
 Танталовый кислотно-кислотный теплообменник
Танталовый кислотно-кислотный теплообменник -
 Монтаж танталового кожухотрубного теплообменника на месте
Монтаж танталового кожухотрубного теплообменника на месте -
 Трубчатый теплообменник из сплава Хастеллой
Трубчатый теплообменник из сплава Хастеллой -
 Опорное кольцо внутренней насадки колонны с танталовой футеровкой
Опорное кольцо внутренней насадки колонны с танталовой футеровкой -
 Танталовый штыревой нагреватель F=14,4 м²
Танталовый штыревой нагреватель F=14,4 м² -
 Титановый испаритель
Титановый испаритель -
 Гильза термометра с танталовой футеровкой
Гильза термометра с танталовой футеровкой
Связанный поиск
Связанный поиск- Теплообменное оборудование с танталовой футеровкой
- Трубопроводное изделие из циркониевых сплавов
- трубы титановые гост
- Промышленное циркониевое теплообменное оборудование
- Циркониевое дистилляционно-теплообменное оборудование
- Циркониевые детали по индивидуальному заказу для промышленного оборудования
- Высокотемпературное танталовое теплообменное устройство
- Жаростойкое титановое теплообменное устройство
- Титановый реактор
- Сосуд под давлением из никелевых сплавов