+86-17751508901








Промышленный титановый теплообменник
Когда говорят ?промышленный титановый теплообменник?, многие сразу представляют себе нечто дорогое, сверхпрочное и почти вечное, что-то вроде ?установил и забыл?. Но на практике это часто оказывается ловушкой. Да, титан — фантастический материал для агрессивных сред, хлоридов, морской воды, но сам по себе он не гарантирует успеха. Ключевая ошибка — считать, что раз материал выбран правильно, то и конструкция будет работать идеально. Я видел проекты, где из-за неверного расчёта теплового расширения или пренебрежения вибрацией эти, казалось бы, неубиваемые аппараты давали течь по сварным швам уже через год эксплуатации. И это при том, что сам титановый сплав был безупречен. Вот об этих подводных камнях, которые не написаны в учебниках, а познаются на практике, и хочется порассуждать.
Титан — это не алюминий. Особенности сварки и конструкции
Первое, с чем сталкиваешься — абсолютная необходимость чистой среды при сварке. Малейшее загрязнение углеродом или кислородом — и шов становится хрупким. Мы в своё время на одном из первых заказов для химического комбината чуть не попались на этом. Сваривали вроде в аргоновой сфере, но защита была недостаточной, постфактум нашли микротрещины. Пришлось полностью переделывать блок. Сейчас, конечно, технологии ушли вперёд. Например, на производстве у ООО Уси Цивэй Технологии Цветных Металлов (их сайт — qiwei-tec.ru) этому уделяют серьёзное внимание, у них цеха по работе с активными металлами специально оборудованы. Но суть в том, что заказчик часто не понимает, почему цена высокая — а она складывается в том числе из стоимости этих ?чистых? технологических процессов.
Второй момент — конструкция. Титановый лист, особенно тонкий для пластин, довольно ?упругий?. Если просто скопировать конструкцию стального теплообменника, можно получить проблемы с плотностью прижима пластин в пластинчато-ребристых моделях или с вибрацией в кожухотрубных. Нужно учитывать модуль упругости. Мы однажды делали аппарат для опреснения, так там пришлось полностью пересматривать схему компенсаторов — расчётная и реальная деформация отличались.
И ещё про коррозию. Да, титан стоек, но не везде. В сухих хлорах или концентрированной азотной кислоте без окислителей могут быть сюрпризы. Всегда нужно смотреть на конкретную среду, температуру, наличие зазоров, где может скапливаться концентрат. Просто сказать ?титановый? — мало. Нужна расшифровка: сплав, состояние материала, пассивация.
Пластинчатые vs кожухотрубные: выбор, который зависит от мелочей
Спор вечный. Пластинчатые титановые теплообменники хороши для средних давлений, когда нужна большая поверхность в малом объёме. Но есть нюанс — уплотнения. Для агрессивных сред подходят далеко не все материалы прокладок. Часто используют EPDM или фторкаучуки, но и у них есть температурные и химические ограничения. Видел случай на целлюлозно-бумажном производстве, где из-за паров сернистых соединений стандартные прокладки быстро деградировали. Пришлось переходить на кожухотрубчатый вариант, хотя он и более металлоёмкий.
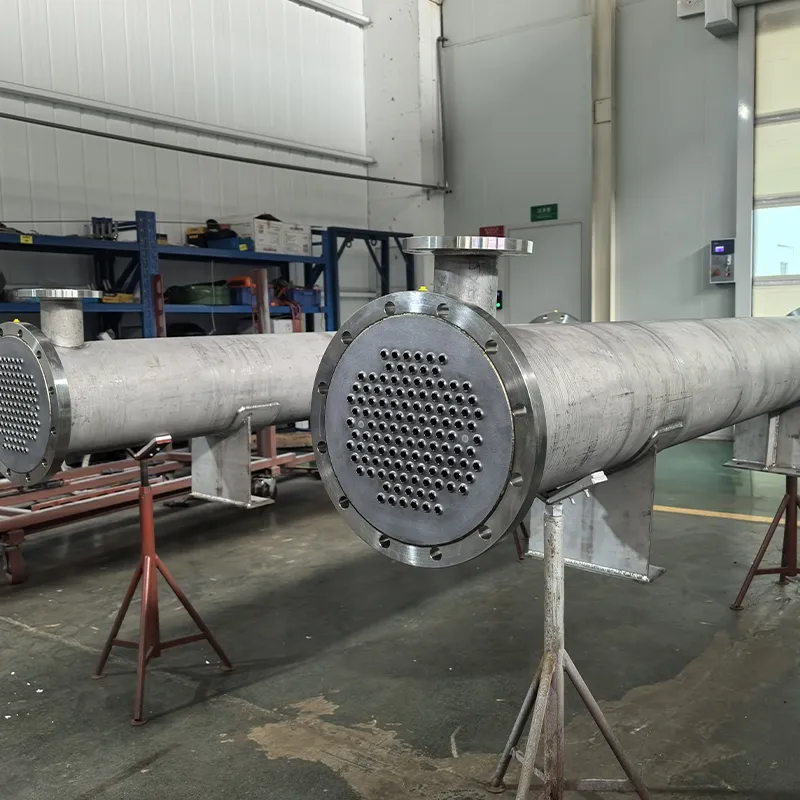
Кожухотрубные аппараты — классика для высоких давлений. Но здесь своя головная боль — развальцовка или сварка тысяч трубок в трубных решётках. Если развальцовка недостаточно качественная, образуются зазоры, начинается щелевая коррозия. Титановые трубки требуют ювелирной работы. Компании, которые специализируются на этом, как та же Уси Цивэй (они, к слову, в описании позиционируют себя как эксперты по оборудованию из тантала, ниобия, циркония, а титан — часто их смежная специализация), обычно имеют отработанные технологии контроля каждого соединения. Но и цена соответствующая.
Иногда оптимальным оказывается гибрид — титановые трубки в стальном или другом корпусе. Но тут встаёт вопрос гальванической коррозии. Нужна тщательная изоляция, иногда даже титановые трубные решётки. Это сложнее, но для морской воды, например, часто единственный экономически оправданный вариант — не делать же весь корпус из титана.
Экономика проекта: когда титан оправдан, а когда — пустая трата
Самое сложное в работе — объяснить заказчику, что титан не всегда панацея. Бывает, приносят ТЗ с требованием ?титановый теплообменник? для слабоагрессивной среды, просто ?чтоб наверняка?. А стоимость в 5-8 раз выше, чем у нержавейки 316L, которая бы прослужила те же 15 лет. Нужно считать полный жизненный цикл: первоначальные затраты, стоимость простоев на замену, утилизацию. Только когда простой производства стоит огромных денег, а замена аппарата связана с длительным остановом линии — вот тогда титан становится экономически выгоден.
Ещё один момент — доступность и качество материала. Не весь титан одинаков. Важны и марка сплава (например, Grade 2, 7, 12), и качество листа, отсутствие внутренних дефектов. Работая с надёжными поставщиками, которые сами контролируют металл, как ООО Уси Цивэй, ты минимизируешь риски. Но если гнаться за самой низкой ценой и брать материал ?с колес?, можно получить партию с неоднородностью, которая всплывёт при гибке или сварке. Ремонтировать такое — адская работа.
Иногда выгоднее сделать не весь аппарат из титана, а только наиболее нагруженные части — трубный пучок, распределительные камеры. Это требует более сложного проектирования, но даёт существенную экономию. Мы так делали для одного завода минеральных удобрений — корпус из стали с футеровкой, а трубки и решётки — титановые. Работает уже больше десяти лет.
Практические ловушки: монтаж, эксплуатация, чистка
Предположим, аппарат спроектирован и изготовлен идеально. Но большая часть проблем возникает на этапе монтажа и пусконаладки. Титановые поверхности легко поцарапать, особенно при монтаже прокладок. А царапина — потенциальный очаг коррозии. Нужны специальные инструменты и инструкции для монтажников, которые часто ими пренебрегают.
Чистка — отдельная тема. Механическая очистка титановых пластин или трубок абразивами недопустима. Химическая промывка тоже имеет ограничения — нельзя, например, использовать соляную кислоту. Чаще всего применяют щавелевую или лимонную, но их эффективность против некоторых отложений (например, силикатных) ниже. Приходится подбирать методику под конкретные загрязнения, иногда методом проб и ошибок.
И контроль в процессе эксплуатации. Титановый аппарат может годами работать без проблем, а потом внезапно выйти из строя из-за изменения параметров среды, которое сочли незначительным. Установка датчиков потенциала для контроля питтинговой коррозии, регулярный визуальный осмотр (если доступ позволяет) — это must have, а не опция. К сожалению, многие эксплуатирующие организации экономят на этом, полагаясь на ?легендарную? стойкость титана.
Взгляд в будущее: аддитивные технологии и новые сплавы
Сейчас много говорят про 3D-печать титановых теплообменников. Технология интересная, позволяет создавать оптимальные с точки зрения гидродинамики и теплопередачи формы, которые невозможно получить традиционной штамповкой или сваркой. Но пока это штучные, очень дорогие изделия для аэрокосмоса или особых химических процессов. Для массового промышленного применения — вопрос стоимости порошка и скорости печати. Лет через десять, думаю, станет более актуально.
Более реальное направление — совершенствование сплавов. Те же Grade 7 или 12 с палладием или молибденом для ещё большей стойкости. Или композитные материалы на основе титана. Но здесь опять встаёт вопрос свариваемости и цены. Компании-производители, которые занимаются нишевыми металлами вроде ниобия и циркония, часто находятся на переднем крае этих разработок. Судя по описанию деятельности Уси Цивэй Технологии Цветных Металлов, они как раз из таких — работают с высокотехнологичными материалами, а значит, и подход к титану у них, скорее всего, не шаблонный.
В итоге, возвращаясь к началу. Промышленный титановый теплообменник — это не просто изделие из определённого металла. Это комплексное инженерное решение, где материал — лишь одна, хотя и критически важная, переменная. Успех зависит от сотни деталей: от чистоты сварки до квалификации слесаря на монтаже. И главный вывод, который приходит с опытом: не бывает ?просто титанового теплообменника?. Бывает аппарат, который идеально, с учётом всех экономических и технических подводных камней, подобран для конкретной задачи. И когда это получается — он действительно работает десятилетиями, оправдывая каждую вложенную в него копейку.
Соответствующая продукция
Соответствующая продукция







Самые продаваемые продукты
Самые продаваемые продукты-
 Титановый теплообменник с теплообменными трубками малого диаметра
Титановый теплообменник с теплообменными трубками малого диаметра -
 Циркониевый теплообменник F=100 м²
Циркониевый теплообменник F=100 м² -
 Штыревой нагреватель из тантала
Штыревой нагреватель из тантала -
 Танталовый эжектор
Танталовый эжектор -
 Титановый теплообменник F=20 м²
Титановый теплообменник F=20 м² -
 Титановый фильтр
Титановый фильтр -
 Торцевая крышка оборудования с танталовой футеровкой
Торцевая крышка оборудования с танталовой футеровкой -
 Зажимное устройство с танталовой футеровкой
Зажимное устройство с танталовой футеровкой -
 Эжектор из сплава Хастеллой
Эжектор из сплава Хастеллой -
 Танталовый теплообменник
Танталовый теплообменник -
 Циркониевая вставная труба
Циркониевая вставная труба -
 Опорное кольцо внутренней насадки колонны с танталовой футеровкой
Опорное кольцо внутренней насадки колонны с танталовой футеровкой
Связанный поиск
Связанный поиск- Жаростойкий титановый теплообменник
- Титановое дистилляционно-теплообменное устройство
- Трубопроводная конструкция из циркониевых сплавов
- Труба из титана
- Танталовый сепаратор-демистер
- Внутренняя насадка титанового теплообменника-колонны
- Жаростойкое титановое теплообменное решение
- титановые трубы розница
- Трубопроводный участок из циркониевых сплавов
- Теплообменник из сплава Хастеллой