+86-17751508901








Теплообменное оборудование из никелевых сплавов
Когда говорят про теплообменное оборудование из никелевых сплавов, многие сразу думают про 'высокую коррозионную стойкость' и 'экстремальные среды'. Это, конечно, правда, но в практике всё упирается в детали, которые в брошюрах не пишут. Часто заказчики требуют 'никелевый сплав', подразумевая Inconel 625 или Hastelloy C-276, но не всегда учитывают, что для, скажем, слабокислых сред при умеренных температурах может хватить и более простого сплава, что сильно снизит стоимость. Или наоборот — пытаются сэкономить на материале для агрессивных сред, а потом удивляются межкристаллитной коррозии через полгода. Самый частый просчёт — неучёт термоциклических нагрузок. Никелевый сплав — не волшебный, он тоже 'устаёт'.
Не просто 'никель': выбор сплава под реальную задачу
Вот, к примеру, история с одним химическим комбинатом под Пермью. Заказывали теплообменник для процесса с парами уксусной кислоты и хлоридов. Техзадание было расплывчатым: 'среда агрессивная, нужен никелевый сплав'. Начали с предложения по Hastelloy C-22 — отличная стойкость. Но когда стали глубже копать в режимы работы, выяснилось, что есть периодические промывки щелочью для удаления отложений. А для C-22 щелочь — не лучший друг, есть риск коррозионного растрескивания. В итоге, после долгих обсуждений и запросов у металлургов, остановились на сплаве Incoloy 825. Он хоть и немного уступает в стойкости к чистой кислоте, но гораздо лучше переносит циклические изменения pH. Ключевой момент здесь — диалог с технологами заказчика, а не просто следование ТЗ. Часто они сами не знают всех нюансов своего процесса.
Ещё один аспект — свариваемость. Все знают, что никелевые сплавы сложно варить, но на практике сложность часто преуменьшают. Берут стандартные процедуры для нержавейки — и получают трещины в зоне термического влияния. Для каждого сплава — своя история. Например, для сплавов типа Hastelloy B (молибденовых) критически важно избегать даже следов кислорода при сварке, иначе шов становится хрупким. Мы однажды получили партию труб из B-2, которые при испытаниях дали течь именно по сварному шву. Причина — не до конца выдержанная газовая защита. Пришлось переделывать весь узел. Это дорого и больно.
И конечно, цена. Сейчас многие пытаются найти поставщиков подешевле, часто обращаясь в Азию. Но с никелевыми сплавами дешевизна может быть обманчива. Важен не только химический состав по сертификату, но и история металла: как его плавили (вакуумно-дуговой переплав или электрошлаковый?), как обрабатывали. Дефекты ликвации — бич дешёвых слитков. В теплообменнике, где стенки тонкие, такой дефект может привести к сквозной коррозии. Поэтому мы, например, плотно работаем с проверенными металлургическими комбинатами и такими специализированными производителями, как ООО Уси Цивэй Технологии Цветных Металлов. Их профиль — именно высокотехнологичное оборудование из специальных сплавов, типа тантала и ниобия, а это говорит о серьёзном подходе к материалу. На их сайте qiwei-tec.ru видно, что они работают с узкоспециализированными, сложными металлами, а это всегда требует высочайшей культуры производства. Для никелевых сплавов такой подход близок.
Конструкция: где тонко, там и рвётся
Самый сложный узел в пластинчатом или кожухотрубном теплообменнике — это развальцовка или пайка трубок в трубных решётках. Для никелевых сплавов это отдельная наука. Они и прочные, и вязкие одновременно. При развальцовке можно недодавить — будет неплотность, или пережать — появится напряжение, которое потом аукнется коррозионным растрескиванием. Опытные сборщики делают это 'по чувству', по звуку металла. Но полагаться только на это нельзя. Нужен чёткий контроль по усилию и степени деформации.
Мы как-то делали аппарат для морской воды с подогревом. Трубки — CuNi 90/10, а трубные решётки — из монеля. Казалось бы, родственные сплавы. Но разные коэффициенты теплового расширения дали о себе знать после нескольких циклов 'старт-стоп'. В местах вальцовки появились микротрещины. Пришлось пересматривать конструкцию на плавающую решётку. Вывод: даже в рамках никелевой группы нельзя слепо комбинировать материалы, нужно считать тепловые расширения.
Ещё про пластинчатые теплообменники. Их часто делают штамповкой из листа. Здесь риск для никелевых сплавов — в образовании зон с разной степенью наклёпа. В одном месте металл растянут сильнее, в другом слабее. В агрессивной среде это может запустить селективную коррозию. Поэтому после штамповки часто требуется термообработка — отжиг для снятия напряжений. Но и тут палка о двух концах: отжиг может снизить прочность. Нужно искать баланс, и он всегда индивидуален для конкретной среды и нагрузки.
Контроль качества: не только УЗК
Ультразвуковой контроль (УЗК) выявляет крупные дефекты. Но для теплообменного оборудования из никелевых сплавов часто критичны не дефекты, а отклонения в структуре. Здесь незаменима металлография. Вырезаешь образец-свидетель из той же партии металла, что и пошла на изготовление, шлифуешь, травишь — и смотришь под микроскопом. Важно отсутствие посторонних включений, чистота границ зёрен. Особенно для сред, вызывающих межкристаллитную коррозию.
Обязательный этап — испытания на стойкость к коррозии. Но не в какой-то абстрактной 'кислоте', а в моделированной рабочей среде, желательно с теми же примесями, которые есть у заказчика. Мы как-то прогорели на этом: испытали образцы в чистой серной кислоте определённой концентрации — всё отлично. А в реальной среде заказчика был след фторид-ионов. Результат — катастрофически быстрая коррозия. Теперь всегда требуем максимально подробный состав среды, включая даже микропримеси.
И, конечно, гидравлические испытания. Их часто проводят просто водой под давлением. Но для никелевых сплавов, которые потом пойдут в работу с хлоридами, это опасно. Если в щели или под прокладку попадёт вода с хлоридами и потом испарится, концентрация солей станет запредельной, и может начаться точечная коррозия. Поэтому для критичных аппаратов стараемся проводить окончательные испытания инертным газом под давлением, а если водой — то обессоленной и с последующей тщательной сушкой.
Сотрудничество со специалистами по металлам
Сейчас редко какое предприятие делает всё полностью 'в доме' — от выплавки сплава до сборки аппарата. Поэтому критически важна кооперация. Нужны партнёры, которые понимают в металле на глубинном уровне. Вот почему для сложных проектов мы обращаем внимание на компании вроде Уси Цивэй. Если фирма заявляет специализацию на производстве оборудования из тантала и ниобия — это серьёзный сигнал. Эти металлы ещё более капризные и дорогие, чем никелевые сплавы. Работа с ними означает наличие высокоточной технологии сварки, вакуумного отжига, продвинутого неразрушающего контроля. Опыт, полученный при работе с такими экзотическими материалами, бесценен и для никелевых сплавов. На их сайте qiwei-tec.ru видно, что это не кустарная мастерская, а предприятие с технологическим уклоном. Такие партнёры могут дать ценную консультацию по режимам обработки или помочь с выбором альтернативного сплава.
Например, в одном проекте по производству фармацевтических полупродуктов стояла задача с очень агрессивной смесью кислот при высокой температуре. Первоначально рассматривали Hastelloy C-276. Специалисты, с которыми мы консультировались (в том числе опираясь на опыт компаний, работающих с танталом), предложили рассмотреть вариант с биметаллической конструкцией: несущая часть из более дешёвой нержавейки, а тонкий футеровочный слой — из чистого никеля или того же C-276. Это резко снижало стоимость, сохраняя стойкость. Но требовало высочайшего качества сварки взрывом или напайки. Без партнёра, владеющего такими технологиями, даже думать об этом было бы страшно.
В итоге, успех проекта с теплообменным оборудованием из никелевых сплавов редко зависит от одной гениальной идеи. Это всегда цепочка: правильный выбор сплава на основе детального анализа среды, грамотный конструктив, учитывающий реальные нагрузки, безупречное изготовление с жёстким контролем на каждом этапе и, что не менее важно, сотрудничество с экспертами по металлам. Без этого даже самый дорогой никелевый сплав не гарантирует долгой и надёжной службы. Оборудование должно быть не просто 'из никеля', а правильно спроектированным и сделанным из правильного никеля для конкретной задачи. В этом и есть вся соль.
Соответствующая продукция
Соответствующая продукция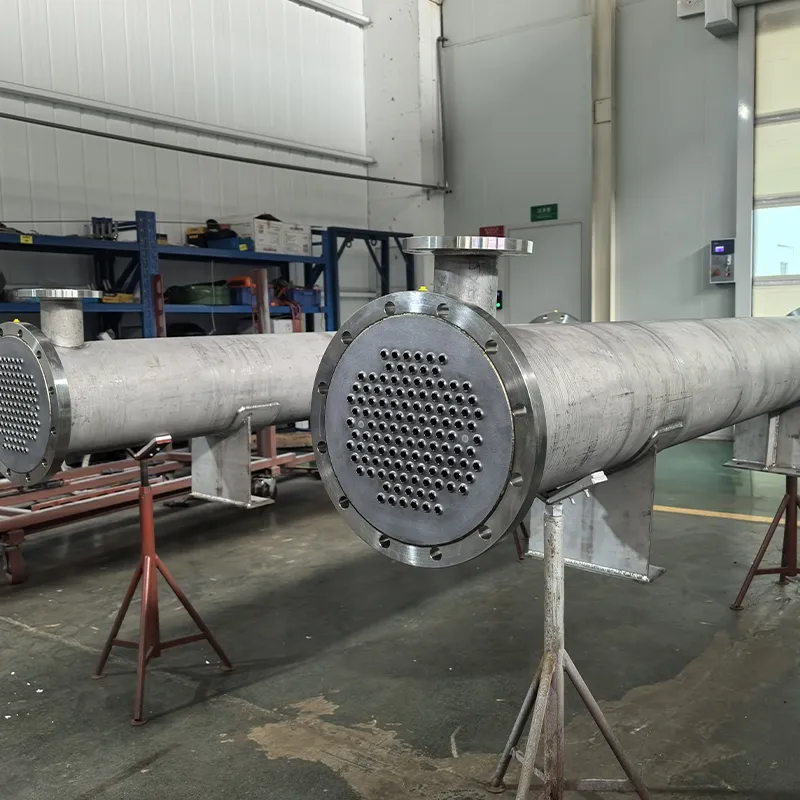








Самые продаваемые продукты
Самые продаваемые продукты-
 Трубопровод с танталовой футеровкой
Трубопровод с танталовой футеровкой -
 Титановый пленочный испаритель
Титановый пленочный испаритель -
 Камера распределителя с танталовой футеровкой
Камера распределителя с танталовой футеровкой -
 Змеевиковая труба из сплава Хастеллой C-276
Змеевиковая труба из сплава Хастеллой C-276 -
 Компоненты титанового трубопровода
Компоненты титанового трубопровода -
 Монтаж танталового штыревого нагревателя
Монтаж танталового штыревого нагревателя -
 Эжектор из сплава Хастеллой
Эжектор из сплава Хастеллой -
 Сосуд с танталовой футеровкой, гелиевая течеискание
Сосуд с танталовой футеровкой, гелиевая течеискание -
 Компоненты из сплава Хастеллой C-22
Компоненты из сплава Хастеллой C-22 -
 Гильза термометра с танталовой футеровкой
Гильза термометра с танталовой футеровкой -
 Танталовый кожухотрубный теплообменник F=7,6 м²
Танталовый кожухотрубный теплообменник F=7,6 м² -
 Титановый трубопровод
Титановый трубопровод
Связанный поиск
Связанный поиск- Трубопроводное изделие из циркониевых сплавов
- Коррозионностойкое циркониевое теплообменное имущество
- Титановое дистилляционно-теплообменное оборудование
- Теплообменник из циркония
- трубы из никелевые сплавы гост
- Титановое дистилляционно-теплообменное сооружение
- Трубопроводная линия из циркониевых сплавов
- Реактор из титановых сплавов
- Коррозионностойкое циркониевое теплообменное устройство и оборудование
- Коррозионностойкое циркониевое теплообменное изделие