+86-17751508901








Титановое дистилляционно-теплообменное оборудование
Когда говорят про титановое дистилляционно-теплообменное оборудование, часто думают, что главное — это коррозионная стойкость. Да, это так, но не только. На деле, если взять тот же ниобий или цирконий, у них свои нюансы по сварке и обработке, которые в титане проявляются иначе. Многие заказчики, особенно в химии или фарме, заказывают ?титановый аппарат?, не особо вникая в марку сплава, толщину стенки, тип уплотнений — а потом удивляются, почему в режиме глубокого вакуума или с агрессивными парами органики начинаются проблемы. Вот об этом и хочется порассуждать — не как теоретик, а исходя из того, что приходилось видеть и собирать своими руками.
Почему именно титан? Не только из-за химии
Конечно, основная причина выбора — работа с солями, кислотами, хлорсодержащими средами. Но есть тонкость: часто оборудование работает в циклическом режиме, нагрев-охлаждение. Коэффициент теплового расширения у титана специфичен, и если конструкцию не рассчитать с запасом на термические напряжения, по швам могут пойти микротрещины. Помню случай на одном производстве реактивов: заказчик сэкономил, взял колонну с тонкими трубками теплообмена из ВТ1-0, без дополнительных компенсаторов. Через полгода эксплуатации с частыми стопами — потекло по сварным стыкам змеевика. Переделали на сплав ВТ5, с иной структурой, и добавили гибкие элементы — проблема ушла.
Ещё момент — чистота поверхности. Для дистилляции высокочистых веществ, скажем, в электронной промышленности, шероховатость внутренних каналов критична. Механическая полировка титана даёт хороший результат, но после сварки в зоне шва часто остаются окисные плёнки, которые могут стать источником загрязнения. Поэтому сейчас многие переходят на электрохимическое полирование всего узла после сборки. Это удорожает процесс, но для некоторых задач — единственный вариант.
И вот здесь как раз стоит упомянуть ООО Уси Цивэй Технологии Цветных Металлов — https://www.qiwei-tec.ru. Они как раз из тех, кто работает не только с титаном, но и с танталом, ниобием, цирконием. Это важно, потому что опыт обработки этих более капризных металлов часто даёт лучшее понимание нюансов сварки и пайки титановых сплавов для сложных теплообменных узлов. На их сайте видно, что они ориентируются именно на высокотехнологичные сектора, где нужна не просто ?жестянка?, а точное исполнение по чертежам с контролем на всех этапах.
Конструктивные ловушки в дистилляционных колоннах
Самый болезненный опыт связан с тарелками и насадками. Когда проектируешь титановое дистилляционно-теплообменное оборудование под конкретную технологию, нельзя просто скопировать стальную конструкцию. У титана модуль упругости другой, и тарелка, которая в стали была жёсткой, в титане под нагрузкой паров может начать вибрировать. Это приводит не только к разрушению, но и к катастрофическому падению эффективности разделения.
Была история с ректификационной колонной для очистки тетрахлорида кремния. Заказчик предоставил расчёты для обычной стали, мы пересчитали на титан, но, кажется, недооценили динамические нагрузки от парового потока. В итоге после пуска тарелки прогнулись, контакт фаз нарушился. Пришлось останавливать установку, усиливать конструкцию рёбрами жёсткости и менять крепление. Потеряли время и деньги, но получили бесценный опыт: теперь для любых внутренних элементов делаем отдельный прочностной расчёт именно для титанового сплава, часто с моделированием в спецпрограммах.
И ещё по насадкам: керамические или металлические? Для титанового корпуса часто логично ставить титановую насадку — нет гальванической пары. Но её стоимость высока. Иногда идут на компромисс — корпус титан, а насадка из фторопласта или специальной керамики. Но здесь нужно проверять на термическую стойкость и возможное истирание. Однажды видел, как керамическая насадка со временем превратилась в пыль и забила нижнюю часть колонны. Так что выбор — это всегда баланс между химической стойкостью, механикой и экономикой.
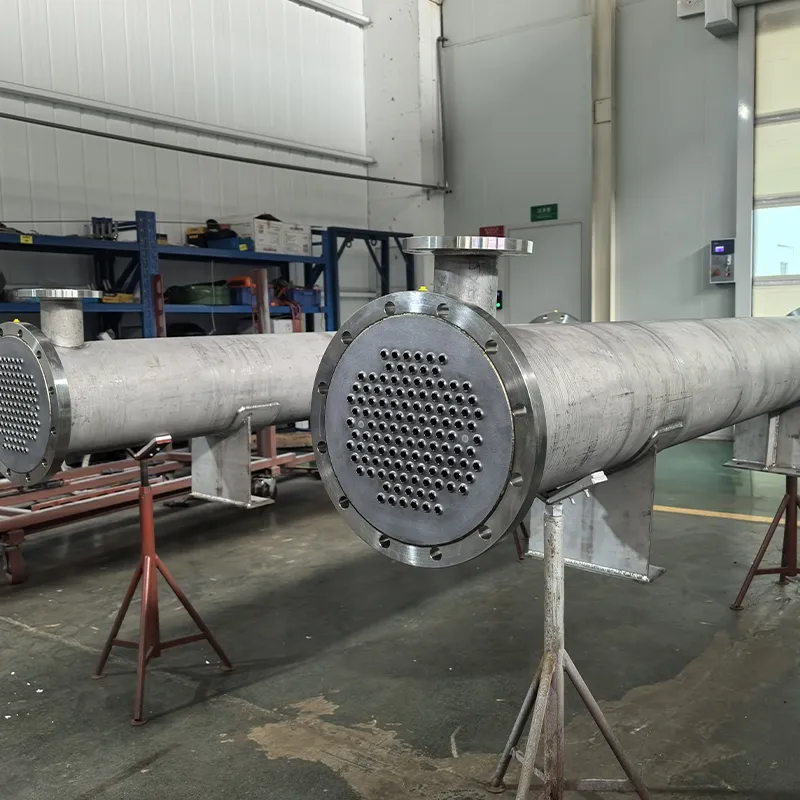
Теплообмен: где тонко, там и рвётся
С теплообменниками ситуация отдельная. Пластинчатые или кожухотрубные? Для титана чаще идут на кожухотрубные, потому что сварка пластин в пакет — это высший пилотаж, и стоимость взлетает. Но и у трубных пучков свои сложности. Развальцовка титановых трубок в трубных решётках — операция, требующая точнейшего контроля усилия. Пережал — появилась микротрещина, не дожал — будет течь по межузловому соединению.
Особенно сложно с аппаратами, где один контур — титан, а другой, скажем, нержавейка. Разные ТКР — при нагреве возникают напряжения, которые могут разорвать фланцевое соединение или повредить трубки. Решение — использовать плавающую головку или компенсаторы сильфонного типа. Но и их делать надо из совместимого материала, иначе гальваническая коррозия съест всё за год. На одном из нефтехимических заводов наблюдал как раз такую ситуацию: теплообменник между титановым контуром HCl и стальным контуром воды вышел из строя именно из-за неправильно подобранного материала компенсатора.
Кстати, про ООО Уси Цивэй. Судя по их портфолио, они часто берутся как раз за такие гибридные проекты, где нужно комбинировать разные цветные металлы. Это говорит о наличии не просто станков, а именно технологической культуры — понимания, как ведут себя разные материалы в одной сборке, как их правильно соединять, чтобы не было проблем в дальнейшем. Для заказчика это часто важнее, чем громкое имя.
Сварка и контроль — без этого никуда
Это, наверное, самая критичная операция. Титановый шов должен быть не просто прочным, но и чистым. Малейшее попадание углерода, кислорода, азота из воздуха — и зона шва становится хрупкой. Поэтому сварка ведётся в камерах с аргоном, причём не только с лицевой стороны, но и с обратной (поддув). Многие небольшие цеха экономят на этом, делая сварку под простыми газовыми колпаками. Результат — шов красивый снаружи, а внутри — поры и оксидные включения. В дистилляционном оборудовании, работающем под давлением, это бомба замедленного действия.
Контроль тоже должен быть многоступенчатым. Визуальный, на проникающую жидкость (капиллярный), ультразвуковой, а для ответственных швов — рентген. Но и тут есть нюанс: рентген хорошо показывает крупные дефекты, а вот микротрещины, идущие вдоль шва, могут быть не видны. Поэтому часто комбинируют методы. У себя мы после УЗК всегда делаем ещё и контроль на травителях — смотрим макроструктуру шва на вырезках-свидетелях, которые варятся вместе с изделием.
Помню, как один наш сварщик с большим стажем говорил: ?Титан — он как живой. Его нужно чувствовать, греть не просто по режиму, а смотреть на цвет побежалости?. Автоматическая сварка под флюсом или в среде аргона, конечно, даёт стабильность, но для сложных узлов, где много разных толщин и пространственных положений швов, без опытного человека с горелкой всё равно не обойтись.
Экономика и будущее: куда движется рынок
Стоимость титанового дистилляционно-теплообменного оборудования высока, и это главный сдерживающий фактор. Но тенденция такова, что требования к чистоте продукции и экологической безопасности растут, и во многих процессах титан становится не роскошью, а необходимостью. Вопрос в оптимизации: как снизить вес (а значит, и расход металла) без потери прочности? Это ведёт к развитию расчётных методов (CAE-анализ) и использованию более прочных сплавов, например, ВТ23 или ВТ6с.
Ещё один тренд — модульность. Вместо одной огромной колонны иногда выгоднее собрать каскад из нескольких модульных аппаратов меньшего размера. Их проще изготовить, проконтролировать, транспортировать и даже модернизировать в будущем. И здесь как раз важна роль производителя, который может предложить не просто изготовление по чужому чертежу, а инжиниринговую поддержку — помочь спроектировать такую модульную систему. Если вернуться к Уси Цивэй, то их специализация на высокотехнологичном оборудовании из цветных металлов как раз располагает к такому комплексному подходу. Они работают с танталом и ниобием — материалами, которые ещё более требовательны, чем титан, и этот опыт бесценен для решения нестандартных задач.
В итоге, что хочется сказать? Титановое оборудование — это не просто ?купил и поставил?. Это всегда диалог между технологом-заказчиком, который знает свой процесс, и производителем, который понимает возможности и ограничения материала. Ошибки будут — без них не бывает роста. Но важно, чтобы эти ошибки анализировались и становились частью общего опыта, а не просто списывались на ?неудачную партию металла?. Главное — не бояться сложных задач и помнить, что за каждым аппаратом стоит конкретный технологический процесс, который нужно понять и поддержать правильной инженерной мыслью.
Соответствующая продукция
Соответствующая продукция







Самые продаваемые продукты
Самые продаваемые продукты-
 Трубка термометра из титанового металла
Трубка термометра из титанового металла -
 Циркониевый сетчатый сепаратор-демистер
Циркониевый сетчатый сепаратор-демистер -
 Танталовый штыревой нагреватель F=14,4 м²
Танталовый штыревой нагреватель F=14,4 м² -
 Танталовый теплообменник
Танталовый теплообменник -
 Эжектор из сплава Хастеллой
Эжектор из сплава Хастеллой -
 Теплообменник из сплава Хастеллой
Теплообменник из сплава Хастеллой -
 Реактор с танталовой футеровкой
Реактор с танталовой футеровкой -
 Циркониевый сетчатый сепаратор-демистер
Циркониевый сетчатый сепаратор-демистер -
 Танталовый U-образный теплообменник F=8,5 м²
Танталовый U-образный теплообменник F=8,5 м² -
 Гильза термометра с танталовой футеровкой
Гильза термометра с танталовой футеровкой -
 Трубчатый теплообменник из сплава Хастеллой
Трубчатый теплообменник из сплава Хастеллой -
 Циркониевая вставная труба
Циркониевая вставная труба
Связанный поиск
Связанный поиск- Коррозионностойкий танталовый теплообменник
- Трубопроводный монтаж из циркониевых сплавов
- Индивидуальная обработка и изготовление тантала
- Титановое дистилляционно-теплообменное технологическое оборудование
- Трубопроводная конструкция из циркониевых сплавов
- Производство танталового оборудования
- Коррозионностойкое циркониевое теплообменное изделие
- Трубопроводное оборудование из циркониевых сплавов
- Жаростойкое титановое теплообменное устройство
- Сепаратор-демистер из никелевых сплавов