+86-17751508901








Титановое дистилляционно-теплообменное установочное оборудование
Когда слышишь про титановое дистилляционно-теплообменное оборудование, первое, что приходит в голову большинства — это его феноменальная устойчивость к агрессивным средам. И это, конечно, правда, но если на этом остановиться, можно упустить массу нюансов, которые в реальной эксплуатации выходят на первый план. Многие заказчики, особенно те, кто только переходит с нержавейки или графита, думают, что главная задача — просто заменить материал. А на деле начинается самое интересное: теплопроводность, поведение при термоциклировании, специфика сварных швов в условиях длительного контакта с хлоридами или органическими кислотами. Вот об этих ?подводных камнях? и хочется порассуждать, исходя из того, что приходилось видеть и собирать на практике.
От выбора марки титана до первой трещины: где кроется ошибка
Начну с базового, но критически важного момента — марки сплава. ВТ1-0 — это классика, рабочая лошадка для многих сред. Но если речь идет о дистилляции, скажем, уксусной кислоты или некоторых сложных эфиров, где возможны локальные перегревы или присутствие следов фторид-ионов, его может быть недостаточно. Был у нас опыт с установкой для глубокой очистки тетрахлорида кремния. Заказчик настоял на ВТ1-0 из соображений экономии. Колонна, теплообменники — все из него. Аппаратура отработала полтора года, и на греющей рубашке одного из ребойлеров пошли микротрещины по зоне термического влияния сварного шва. Причина — не столько среда, сколько циклические термические нагрузки в сочетании с конкретным составом примесей в потоке. Перешли на сплав с палладиевой легирующей добавкой — проблема ушла. Вывод прост: экономия на марке титана при проектировании дистилляционно-теплообменного комплекса — это лотерея, где ставка — простой производства.
Здесь стоит сделать отступление про поставщиков. Качество листового и трубного проката — это отдельная песня. Видимая идеальность поверхности — не показатель. Внутренние дефекты, расслоения, которые не видны при УЗК стандартными методами, могут проявиться именно под длительной циклической нагрузкой в агрессивной среде. Мы давно работаем с материалами от ООО Уси Цивэй Технологии Цветных Металлов. Их специфика — как раз цветные и редкие металлы. Не буду говорить, что у них нет ни единого изъяна — такого не бывает, — но стабильность химического состава сплава и контроль на этапе производства заготовок чувствуются. Особенно это важно для толстостенных элементов — днищ колонн или корпусов теплообменников. Уси Цивэй, как высокотехнологичное предприятие, специализирующееся на тантале, ниобии, цирконии, понимает эту специфику на уровне металлургических процессов, что для титана тоже крайне ценно.
И еще один практический момент по сварке. Казалось бы, аргоновая защита с обеих сторон — аксиома. Но в полевых условиях, при монтаже крупногабаритного оборудования на площадке заказчика, обеспечить идеальную поддувку корня шва с внутренней стороны сложно. Результат — оксидные пленки, хрупкие фазы. Они могут не привести к немедленной течи, но становятся очагами коррозионного растрескивания под напряжением. Мы пришли к необходимости тотального контроля не только основного шва, но и зоны термического влияния методами неразрушающего контроля, причем не только после изготовления, но и после монтажа на ответственных узлах. Это увеличивает сроки и стоимость, но предотвращает аварийные остановки.
Теплообмен в титане: не все так линейно, как в учебнике
С теплопередачей в титановых аппаратах своя история. Его коэффициент теплопроводности примерно в 4 раза ниже, чем у латуни или углеродистой стали. Это значит, что для достижения той же тепловой мощности нужна большая поверхность. Но просто увеличить площадь — не всегда решение. В испарителях или конденсаторах, работающих в составе титановой дистилляционной установки, важна чистота поверхности. Любые отложения, накипь (да, она бывает и в агрессивных средах, просто другого состава) резко снижают эффективность. Приходится закладывать более частые циклы химической или механической очистки еще на этапе проектирования.
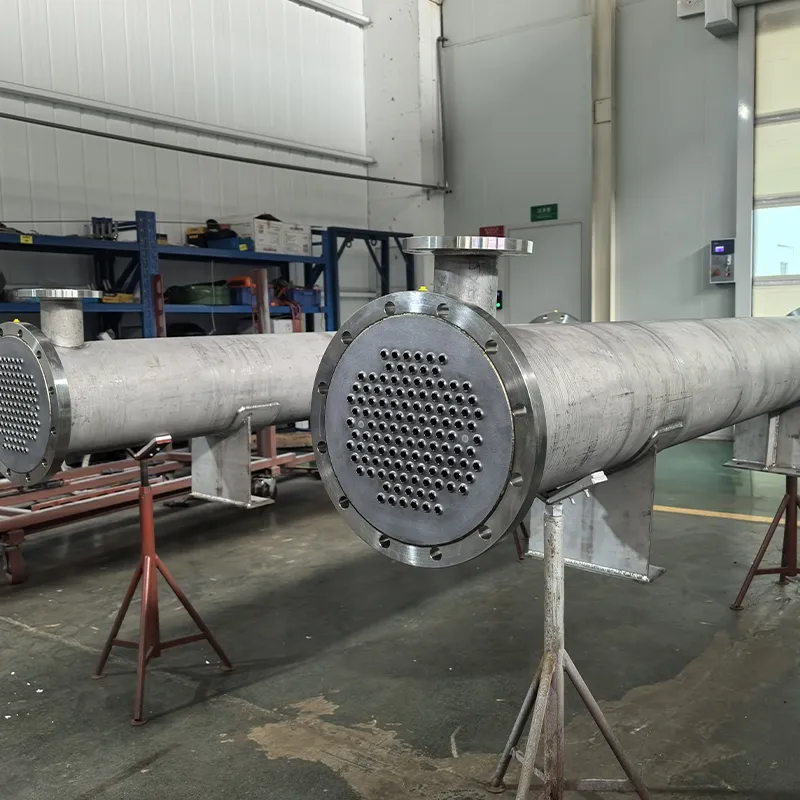
Конструкция самого теплообменника тоже требует пересмотра. Трубные решетки из титана — это отдельная тема. Их толщина, способ крепления труб (развальцовка плюс сварка), компенсация температурных расширений — все должно быть просчитано с учетом более высокого, чем у стали, коэффициента линейного расширения титана. Был случай с кожухотрубным теплообменником, где трубы были развальцованы в решетку по классической схеме. После нескольких циклов ?разогрев-остановка? появилась течь по периметру развальцовки. Оказалось, не учли разницу в расширении материала труб и решетки при быстром изменении температуры греющего пара. Пришлось переделывать узел крепления, добавляя сварной катет.
Интересный опыт связан с использованием титана в аппаратах воздушного охлаждения (АВО) для конденсации высокоагрессивных паров. Казалось бы, идеально — легкий, прочный, стойкий. Но титановое оребрение, если оно тонкое, может быть подвержено вибрационной усталости от потока воздуха от вентиляторов. Пришлось экспериментировать с шагом и формой ребер, а также с материалами несущих каркасов, чтобы избежать резонансных частот. Это та работа, которую не найдешь в стандартных альбомах типовых решений.
Монтаж и эксплуатация: где теория расходится с практикой
Монтаж титанового оборудования — это искусство. Его нельзя бросать, бить, тащить волоком. Любая глубокая царапина или вмятина — потенциальный очаг коррозии или трещины. На одной из строек видел, как монтажники, привыкшие к тяжелой стальной аппаратуре, пытались стропить титановый конденсатор обычными стальными тросами. Результат — риски и задиры на полированной поверхности. Пришлось срочно заказывать мягкие стропы и проводить ликбез. Это кажется мелочью, но такие мелочи определяют ресурс.
Пусконаладка — отдельная история. Титановые аппараты часто работают в связке с оборудованием из других материалов. Гальванические пары! Если, например, титановый трубопровод стоит на стальных опорах без изолирующих прокладок, а в среде есть электролит (а он почти всегда есть), начинается электрохимическая коррозия, причем страдает, как правило, сталь. Но разрушение опоры может привести к деформации и самого титанового трубопровода. Поэтому изоляционные пары и контроль блуждающих токов — обязательный пункт программы ПНР.
Эксплуатация. Частая ошибка — резкие температурные скачки при промывке или запуске. Титановый аппарат, только что работавший при +150°C, нельзя сразу заливать холодной водой для промывки. Возникают термические напряжения, которые могут спровоцировать разрушение. Нужны плавные графики нагрева и охлаждения, прописанные в регламенте. Это особенно важно для крупногабаритных колонн и теплообменников.
Стоит ли игра свеч? Экономика против надежности
Первоначальные затраты на титановое дистилляционно-теплообменное оборудование высоки. Это факт. Но считать нужно не стоимость тонны металла, а стоимость жизненного цикла. Когда перед тобой процесс, где малейшая примесь от коррозии аппаратуры губит всю партию продукта (фармацевтика, электронная промышленность), или где остановка на ремонт означает многомиллионные убытки (нефтехимия), выбор в пользу титана становится очевидным.
Приведу пример из опыта коллег, которые занимались ректификацией хлорида алюминия. Нержавейка служила там от силы полгода, потом аппараты приходили в негодность из-за точечной коррозии. Перешли на титановые колонны и конденсаторы. Срок службы превысил 10 лет без капитального ремонта. Да, вложения окупились за первые два года только за счет отсутствия простоев и замен. Это и есть главный аргумент.
С другой стороны, бывают процессы, где титан — избыточен. Если среда слабоагрессивна, а температура и давление умеренные, можно обойтись и более дешевыми материалами. Задача инженера — не продать самый дорогой вариант, а подобрать технически и экономически обоснованное решение. Иногда это может быть комбинированная установка: ключевые узлы в зоне максимальной агрессии — из титана, вспомогательные — из других материалов. Это требует более тонкого проектирования, но дает существенную экономию.
Взгляд в будущее: аддитивные технологии и новые сплавы
Сейчас много говорят про 3D-печать из титана. Для нашего сегмента это пока экзотика из-за стоимости, но в перспективе — огромный потенциал. Представьте себе сложнейшие внутренние устройства колонн (тарелки, насадки) или теплообменники с оптимизированной канальной структурой, которые невозможно изготовить традиционными методами. Это позволит резко повысить эффективность процессов разделения. Компании, которые уже работают с высокотехнологичными металлами, такие как Уси Цивэй, скорее всего, будут одними из первых, кто освоит эти направления для специфических задач химического машиностроения.
Развиваются и сами сплавы. Появляются марки титана, легированные не только палладием, но и другими элементами, для работы в еще более экстремальных условиях (например, в присутствии горячих концентрированных растворов хлоридов). Изучение их поведения в реальных технологических циклах — это уже задача для совместной работы металлургов, производителей оборудования и технологов-химиков.
В итоге, возвращаясь к началу. Титановое дистилляционно-теплообменное оборудование — это не просто ?железка из стойкого металла?. Это комплекс инженерных решений, где материал диктует свои правила на каждом этапе: от выбора марки и контроля качества металлопроката до особенностей сварки, монтажа и эксплуатационного регламента. Игнорировать эти правила — значит пускать на ветер огромные инвестиции. Понимать и применять их — значит получить надежный, долговечный и в конечном счете экономически выгодный актив для самого требовательного производства. Опыт, в том числе и негативный, — лучший учитель в этом деле.
Соответствующая продукция
Соответствующая продукция






Самые продаваемые продукты
Самые продаваемые продукты-
 Циркониевый сетчатый сепаратор-демистер
Циркониевый сетчатый сепаратор-демистер -
 Танталовый трубчатый реактор
Танталовый трубчатый реактор -
 Сосуд из титанового металла
Сосуд из титанового металла -
 Танталовый кожухотрубный теплообменник
Танталовый кожухотрубный теплообменник -
 Титановый фильтр
Титановый фильтр -
 Циркониевый теплообменник F=100 м²
Циркониевый теплообменник F=100 м² -
 Теплообменник из сплава Хастеллой
Теплообменник из сплава Хастеллой -
 Трубка термометра из титанового металла
Трубка термометра из титанового металла -
 Танталовый реактор
Танталовый реактор -
 Танталовый охладитель
Танталовый охладитель -
 Титановый теплообменник с теплообменными трубками малого диаметра
Титановый теплообменник с теплообменными трубками малого диаметра -
 Циркониевый теплообменник, сварка трубных концов
Циркониевый теплообменник, сварка трубных концов
Связанный поиск
Связанный поиск- Танталовый сепаратор-демистер
- Титановое дистилляционно-теплообменное запасное оборудование
- Трубопроводный участок из циркониевых сплавов
- Титановое дистилляционно-теплообменное средство
- Титановое дистилляционно-теплообменное оборудование
- Внутренняя насадка циркониевого теплообменника-колонны
- Циркониевый реактор
- Титановое дистилляционно-теплообменное ремонтное оборудование
- Титановое дистилляционно-теплообменное вспомогательное оборудование
- Трубчатый теплообменник из никелевых сплавов