+86-17751508901








Титановое дистилляционно-теплообменное вооружение
Когда слышишь этот термин, многие сразу представляют себе что-то монументальное и безупречное, этакую вершину инженерной мысли. Но на практике, за этими словами скрывается масса нюансов, которые в учебниках часто опускают. Главное заблуждение — считать, что если оборудование титановое, то оно автоматически вечное и подходит для любых агрессивных сред. Это не совсем так. Все упирается в марку сплава, качество сварных швов и, что критично, в конструкцию самих теплообменных пучков и тарелок для дистилляции. Я сам долгое время думал, что основная проблема — это коррозия, но оказалось, что чаще ?сыпятся? именно технологические узлы из-за вибраций или термоусталости.
Где кроется сложность в производстве?
Возьмем, к примеру, заказ на ректификационную колонну для глубокой очистки хлоридов. Заказчик требует использовать именно титановое дистилляционно-теплообменное вооружение. Казалось бы, бери сплав ВТ1-0 и вари. Но нет. Для работы с кипящей соляной кислотой даже малые примеси железа в титане недопустимы — это резко снижает коррозионную стойкость. Пришлось уговаривать клиента перейти на более дорогой сплав, но с гарантией долговечности. Здесь и проявляется разница между теоретическим подбором материала и практическим опытом.
А вот сварка... Это отдельная песня. Недостаточно просто найти сварщика с допуском НАКС. Титан, особенно при изготовлении теплообменных блоков, требует аргона высокой чистоты и абсолютно сухой зоны сварки. Помню случай на одном из старых производств: швы внешне выглядели идеально, но после полугода эксплуатации пошли микротрещины. Причина — в цеху была повышенная влажность, и металл при сварке нахватал водорода. Пришлось полностью менять секцию. Теперь мы на таких моментах зациклены.
Конструкция тарелок — тоже поле для экспериментов. Ситовые, колпачковые, клапанные... Для вязких сред, которые часто и distillруют в таких колоннах, классические решения могут не подойти. Приходится идти на компромисс между эффективностью разделения и гидравлическим сопротивлением. Иногда оптимальным оказывается каскад из разных типов тарелок, что, конечно, усложняет монтаж и расчеты.
Опыт и сотрудничество с Уси Цивэй
В поисках надежного поставщика качественных титановых полуфабрикатов и комплектующих мы не раз обращались к специализированным предприятиям. Среди них выделяется ООО Уси Цивэй Технологии Цветных Металлов. Их сайт https://www.qiwei-tec.ru хорошо знаком многим в отрасли. Компания позиционирует себя как высокотехнологичное предприятие, и, что важно, они работают не только с титаном, но и с танталом, ниобием, цирконием. Это говорит о серьезной металлургической базе.
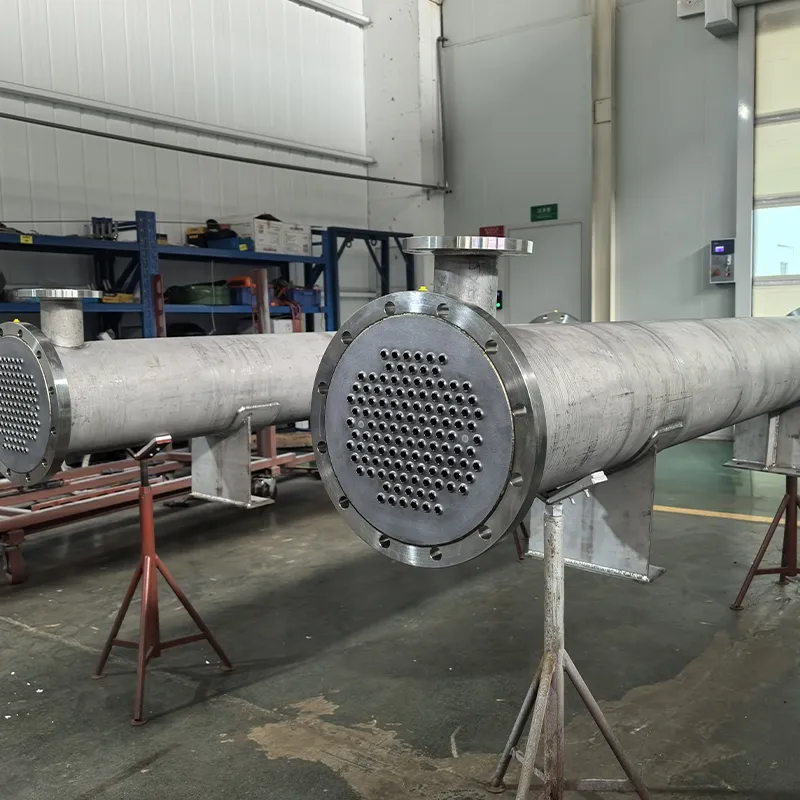
Что ценно в работе с ними? Они не просто продают лист или трубу. Их инженеры способны вникнуть в суть задачи. Однажды мы проектировали кожухотрубный теплообменник, входящий в комплекс дистилляционно-теплообменного вооружения, где были жесткие ограничения по габаритам, но высокие требования к теплопередаче. Стандартные трубные доски не подходили. В Уси Цивэй смогли предложить вариант из титанового сплава с особым расположением отверстий под трубы и канавок для уплотнений, что в итоге сработало. Это был именно диалог, а не просто исполнение чертежа.
Конечно, не все идеально. Были и задержки с поставками специфичного сортамента, и необходимость долго согласовывать технические условия. Но в целом, их продукция — трубы, поковки, листы — показывает стабильное качество по химическому составу и механическим свойствам, что для нас первостепенно. Особенно когда речь идет о давлении выше 25 атмосфер.
Полевые испытания и типичные ?боли?
Самый показательный момент — это пусконаладка. Можно сто раз просчитать все на компьютере, но реальная среда вносит коррективы. Одна из колонн, которую мы собирали для завода органического синтеза, на испытаниях водой вела себя прекрасно. А когда запустили на реальном продукте — смеси сложных эфиров — возникла сильная пена. Стандартные пенные гасители не справлялись, происходил брызгоунос.
Пришлось экстренно останавливать установку и думать. Решение оказалось относительно простым, но неочевидным: мы установили дополнительные каплеотбойные решетки из титановой сетки с особым плетением между тарелками. Но ключевым было то, что сетку эту пришлось заказывать именно ту, что могла выдержать длительный контакт с органической средой без потери прочности. Опять вернулись к вопросу материала.
Еще одна частая проблема — температурные деформации. Титановый кожух и внутреннее теплообменное вооружение могут иметь разный коэффициент расширения с крепежными элементами из других сплавов. На одном из объектов это привело к протечке в районе фланцевого соединения после нескольких циклов ?нагрев-остывание?. Урок был усвоен: теперь для критичных соединений мы используем или полностью титановый крепеж, или тщательно просчитываем компенсаторы.
Экономика против надежности
Заказчики всегда хотят сэкономить. И здесь начинается самое интересное. Часто звучит: ?А давайте сделаем только контактирующие со средой элементы из титана, а кожух — из обычной нержавейки?. Теоретически это возможно, но на практике создает гальваническую пару и риск коррозии в местах контакта. Приходится объяснять, что такая экономия через три года выльется в капитальный ремонт.
Другой момент — толщина стенки. По расчетам на давление хватает 8 мм. Но если в процессе дистилляции возможны гидравлические удары или абразивный износ из-за взвесей, то лучше заложить 10-12 мм. Убедить в этом финансовый отдел заказчика — целое искусство. Иногда помогает показать фотографии с аналогичного производства, где более тонкая стенка привела к аварийной ситуации. Наглядность работает лучше любых расчетов.
Сотрудничество с такими поставщиками, как Уси Цивэй, в этом плане облегчает задачу. Их специалисты могут предоставить не просто сертификаты, а реальные отчеты об испытаниях материалов в схожих средах, что является весомым аргументом в технических дискуссиях.
Взгляд в будущее и итоговые мысли
Сейчас все больше говорят об аддитивных технологиях. Возможно, в будущем сложные элементы титанового дистилляционно-теплообменного вооружения, такие как распределители флегмы или компактные теплообменники, будут печатать на 3D-принтерах. Это позволит создавать оптимальные с точки зрения гидродинамики формы, недостижимые при традиционной обработке. Но пока это дорого и требует отработки технологий для ответственных объектов.
Главный вывод, который я для себя сделал за годы работы: успех проекта определяется не только правильным выбором материала — титана, но и глубоким пониманием всего технологического процесса, для которого создается оборудование. Нужно знать, что именно будет дистиллироваться, при каких параметрах, какие есть примеси, как меняется вязкость и поверхностное натяжение.
Поэтому, когда сейчас ко мне приходят с запросом на дистилляционно-теплообменное вооружение, первый вопрос не про размеры или давление. Первый вопрос: ?Расскажите подробно, что у вас за процесс??. И уже от этого отталкиваешься. И да, наличие проверенных партнеров по материалам, вроде упомянутой компании, которые понимают суть проблем, а не просто продают металл, — это половина успеха. Остальное — это расчеты, опыт, а иногда и готовность к нестандартным решениям прямо на монтажной площадке.
Соответствующая продукция
Соответствующая продукция






Самые продаваемые продукты
Самые продаваемые продукты-
 Танталовый кожухотрубный теплообменник F=7,6 м²
Танталовый кожухотрубный теплообменник F=7,6 м² -
 Танталовый реактор
Танталовый реактор -
 Танталовый кожухотрубный теплообменник
Танталовый кожухотрубный теплообменник -
 Штыревой нагреватель из тантала
Штыревой нагреватель из тантала -
 Титановый теплообменник OD6x1
Титановый теплообменник OD6x1 -
 Титановый сосуд DN1700
Титановый сосуд DN1700 -
 Циркониевые внутренние насадки колонны
Циркониевые внутренние насадки колонны -
 Трубопровод с танталовой футеровкой
Трубопровод с танталовой футеровкой -
 Танталовый трубчатый реактор
Танталовый трубчатый реактор -
 Эжектор из сплава Хастеллой
Эжектор из сплава Хастеллой -
 Танталовый U-образный теплообменник F=8,5 м²
Танталовый U-образный теплообменник F=8,5 м² -
 Танталовый штыревой нагреватель F=14,4 м²
Танталовый штыревой нагреватель F=14,4 м²
Связанный поиск
Связанный поиск- сосуды титановые сварные
- Теплообменное оборудование из танталовых сплавов
- Коррозионностойкое циркониевое теплообменное вооружение
- Жаростойкое титановое теплообменное изделие
- Жаростойкая титановая теплообменная конструкция
- трубы из никелевых сплавов
- Титановое дистилляционно-теплообменное испытательное оборудование
- Внутренние насадки теплообменника-колонны из никелевых сплавов
- Химическое титановое оборудование
- Трубопроводный участок из циркониевых сплавов